Correo electrónico*: alice@gemwellgd.com
Correo electrónico*: alice@gemwellgd.com Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. Español
Español  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Contenido
- 1 Cómo se fabrica el cable de fibra óptica: explicación del proceso central
- 2 Comenzando con una preformaa: la base de toda fibra óptica
- 3 La torre de trefilado de fibra: convertir el vidrio en hebras delgadísimas
- 4 Revestimiento secundario y coloración: preparación de fibras para el cableado
- 5 Trenzado de cables: combinación de fibras en un conjunto estructurado
- 6 El papel del extrusor de alambres y cables en la aplicación de chaquetas
- 7 Elementos de resistencia y barreras contra la humedad: lo que mantiene unido el cable
- 8 Tipos de fibra óptica: monomodo frente a multimodo
- 9 Pruebas de calidad durante todo el proceso de fabricación
- 10 Cables de fibra óptica especiales: ADSS, submarinos y microductos
- 11 Del tambor de fábrica a la red instalada: pasos finales
- 12 Preguntas frecuentes
- 12.1 ¿De qué materia prima está fabricado el cable de fibra óptica?
- 12.2 ¿Qué tan delgada es una fibra óptica en comparación con un cabello humano?
- 12.3 ¿Qué hace una extrusora de alambres y cables en la producción de cables de fibra óptica?
- 12.4 ¿Cuánto tiempo lleva fabricar un cable de fibra óptica?
- 12.5 ¿Se puede fabricar el cable de fibra óptica con plástico en lugar de vidrio?
- 12.6 ¿Qué es LSZH y por qué es importante en los cables de fibra óptica?
Cómo se fabrica el cable de fibra óptica: explicación del proceso central
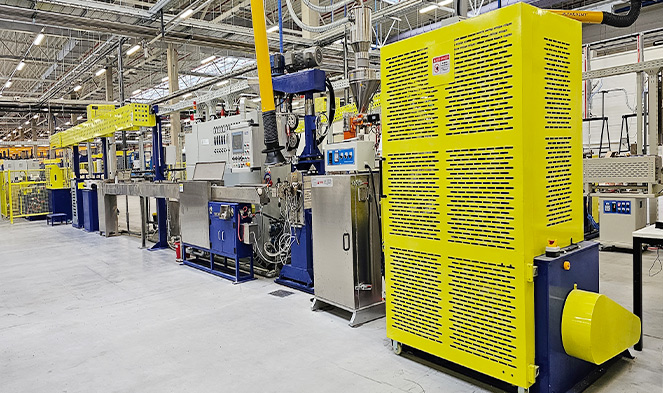
El cable de fibra óptica se fabrica estirando vidrio o plástico ultrapuro en hebras delgadas como un cabello llamadas fibras ópticas, cubriéndolas con capas protectoras y luego agrupándolas y revistiéndolas en un conjunto de cable terminado. Todo el proceso, desde la sílice en bruto hasta el cable desplegable, implica una precisión extrema, entornos controlados y maquinaria de extrusión especializada. En el corazón de las operaciones de cableado y recubrimiento secundario se encuentra el extrusora de alambres y cables , una máquina que aplica cubiertas de polímero y recubrimientos amortiguadores alrededor de fibras ópticas frágiles a alta velocidad y con una precisión de micras.
La secuencia de fabricación se puede dividir en dos fases amplias: trefilado de la fibra (producir la fibra óptica en bruto) y construcción del cable (ensamblar las fibras en un producto resistente y desplegable). Ambas fases exigen materiales, temperaturas y tolerancias mecánicas estrictamente controladas. Incluso una contaminación menor o variaciones de tensión pueden comprometer el rendimiento de la pérdida de señal, expresada en decibelios por kilómetro (dB/km), que debe cumplir estándares estrictos como el ITU-T G.652 para fibra monomodo.
Comenzando con una preformaa: la base de toda fibra óptica
El proceso de fabricación comienza mucho antes de que entre en juego cualquier equipo de extrusión. El primer paso es crear un preform — un cilindro de vidrio macizo, normalmente de 1 a 2 metros de largo y de 80 a 200 mm de diámetro, que refleja con precisión el perfil del índice de refracción de la fibra terminada a una escala mucho mayor.
Deposición química de vapor modificada (MCVD)
Uno de los métodos de fabricación de preformas más utilizados es la deposición química de vapor modificada (MCVD), desarrollada en Bell Labs. En este proceso, un tubo de sílice giratorio se calienta externamente con un soplete de oxihidrógeno a aproximadamente 1600 °C. Los precursores gaseosos, normalmente tetracloruro de silicio (SiCl₄) y tetracloruro de germanio (GeCl₄), fluyen a través del tubo y reaccionan para formar capas de hollín de vidrio en la pared interior. El dopaje con germanio aumenta el índice de refracción del núcleo en relación con el revestimiento, que es lo que permite guiar la luz a través de la reflexión interna total.
Deposición de vapor exterior (OVD) y VAD
Los fabricantes norteamericanos suelen preferir la deposición de vapor exterior (OVD), donde el hollín se deposita en el exterior de un mandril giratorio. Los fabricantes japoneses fueron pioneros en la deposición axial de vapor (VAD), que permite la producción continua de preformas y es muy adecuada para producciones a gran escala. Cada método produce una preforma de hollín porosa que debe consolidarse en un horno de sinterización a unos 1.500°C, donde colapsa formando un cilindro de vidrio denso y sin burbujas, listo para ser estirado.
Una sola preforma puede producir desde 2.500 a más de 5.000 kilómetros de fibra óptica terminada, dependiendo del tamaño de la preforma y del diámetro de fibra objetivo de 125 micrómetros.
La torre de trefilado de fibra: convertir el vidrio en hebras delgadísimas
Una vez que la preforma está lista, se carga en una torre de trefilado de fibra, un sistema de horno vertical que puede soportar 20 a 30 metros de altura . La punta de la preforma se calienta a aproximadamente 2.000 °C en un horno de resistencia de grafito o circonio, lo que hace que se ablande y forme una región "cuello hacia abajo" fundida. La gravedad y un cabrestante motorizado debajo jalan el vidrio suavizante hasta convertirlo en un filamento continuo a velocidades de tracción de 10 a 25 metros por segundo en sistemas modernos de alto rendimiento.
Un micrómetro láser en línea mide continuamente el diámetro de la fibra en tiempo real. Los bucles de retroalimentación ajustan la velocidad de dibujo en milisegundos para mantener el diámetro exterior objetivo de 125 ± 1 micrómetro . Cualquier desviación más allá de esta tolerancia (que es aproximadamente el ancho de un cabello humano) provocaría reflejos de la señal en los empalmes y conectores, degradando el rendimiento de la red.
Aplicar el recubrimiento primario
Inmediatamente después de que la fibra sale de la zona del horno y antes de que pueda entrar en contacto con cualquier superficie, pasa a través de un aplicador de recubrimiento primario. Se aplican en secuencia dos capas de acrilato curable por UV: una capa primaria interna suave (módulo bajo, ~0,5 MPa) que amortigua la fibra contra la microflexión, y una capa primaria externa más dura (módulo alto, ~500–900 MPa) que proporciona protección mecánica. El recubrimiento eleva el diámetro exterior de 125 µm a aproximadamente 245–250 micras . Ambas capas se curan casi instantáneamente bajo lámparas UV y luego la fibra recubierta se enrolla en un tambor receptor.
La resistencia a la tracción de una fibra de sílice prístina recién estirada puede alcanzar 800.000 psi (5,5 GPa) (mucho más resistente que el acero en peso), pero los defectos superficiales introducidos por la contaminación o el contacto físico lo degradan rápidamente. Es por eso que todo el proceso de embutición y recubrimiento se lleva a cabo en un ambiente de sala limpia, típicamente Clase 1000 (ISO 6) o mejor.
Revestimiento secundario y coloración: preparación de fibras para el cableado
Después del estirado, la fibra recubierta de 250 micras pasa por un procesamiento adicional antes de poder incorporarse a un cable. Esta etapa de procesamiento secundario es donde extrusora de alambres y cables se convierte en una pieza central del equipo.
Amortiguamiento ajustado
En construcciones con amortiguación ajustada (común en cables interiores, plenum y verticales), se extruye una amortiguación secundaria termoplástica directamente sobre la fibra con revestimiento primario, lo que eleva el diámetro exterior a 900 micras . La extrusión se realiza en una extrusora compacta de alambres y cables con una matriz de cruceta de tamaño preciso para mantener la concentricidad entre la fibra y la capa amortiguadora. Los materiales que normalmente se utilizan incluyen PVC, PVDF (Kynar) o nailon, según la clasificación de llama y humo requerida.
Construcción de tubo suelto
Para cables exteriores y de larga distancia, domina el diseño de tubo holgado. Una extrusora de alambres y cables forma un pequeño tubo de plástico, generalmente de polipropileno o tereftalato de polibutileno (PBT), alrededor de un grupo de 2 a 24 fibras. El tubo es un poco más grande que el haz de fibras y el espacio se llena con un gel bloqueador de agua (compuesto tixotrópico de petróleo o cintas secas bloqueantes de agua). El tubo holgado permite que las fibras se muevan libremente en el interior, aislándolas de la tensión mecánica externa.
Colorante de fibra
Para permitir la identificación de fibras individuales dentro de un cable, cada fibra está codificada por colores según los estándares TIA-598 o IEC 60304. El proceso de coloración aplica una tinta fina curable por UV (normalmente de menos de 5 µm de espesor) sobre la capa primaria de 250 micras. Un aplicador de tinta exclusivo o una línea combinada de coloración y rebobinado realiza este paso a velocidades que coinciden con la velocidad de dibujo original. Los 12 colores estándar alternan en secuencia: azul, naranja, verde, marrón, pizarra, blanco, rojo, negro, amarillo, violeta, rosa y aguamarina.
Trenzado de cables: combinación de fibras en un conjunto estructurado
Las fibras individuales protegidas o los tubos sueltos se ensamblan en un cable multifibra en una máquina trenzadora. Este paso determina el recuento general de fibras, el rendimiento mecánico y la configuración física del cable terminado.
En los diseños de tubos holgados, varios tubos (cada uno de los cuales contiene de 2 a 24 fibras) están trenzados en un patrón helicoidal o SZ (oscilación inversa) alrededor de un miembro central de resistencia, más comúnmente una varilla de plástico reforzado con vidrio (GRP) o un haz de hilos de aramida. El trenzado SZ permite acceder a cada tubo de forma independiente sin desenrollar todo el cable, una gran ventaja para el empalme en campo.
El cable plano, otra arquitectura común, utiliza una matriz plana de 4, 6, 8 o 12 fibras unidas una al lado de la otra con un material de matriz y luego apila varias cintas en un tubo central o núcleo ranurado. Los cables de cinta pueden acomodar más de 6.000 fibras en una sola funda de cable, lo que los hace altamente eficientes para implementaciones de oficinas centrales de alta densidad y cables troncales de centros de datos.
| Tipo de construcción | Tampón de fibra | Rango de recuento de fibras | Aplicación típica |
|---|---|---|---|
| Amortiguado apretado | 900 micras over 250 µm | 2–144 | Interior, local, plenum |
| Tubo suelto | Tubo PBT relleno de gel | 2–864 | Planta exterior, largo recorrido |
| cinta | Matrices unidas por matrices | 72–6,912 | Centro de datos, oficina central |
| Tubo Central (Unitubo) | Tubo único lleno de gel | 2–24 | Redes de acceso, FTTH cae |

El papel del extrusor de alambres y cables en la aplicación de chaquetas
Después del trenzado, el núcleo del cable recibe su cubierta exterior, la capa protectora final que determina la idoneidad medioambiental del cable. Esta es la aplicación más visible de la extrusora de alambres y cables en la línea de fabricación de fibra óptica y afecta directamente el retardo de llama, la resistencia a los rayos UV, la resistencia al aplastamiento y el rendimiento de la instalación.
Una extrusora de alambres y cables para este propósito consta de un mecanismo de cilindro y tornillo que funde el compuesto termoplástico y lo fuerza a pasar a través de una matriz de cruceta a presión y temperatura controladas. Para las cubiertas de fibra óptica, la extrusora debe operar con un control especialmente fino porque las fibras ópticas del interior no pueden tolerar una tensión excesiva o un choque térmico durante el paso de la cubierta.
Parámetros clave del extrusor para revestimiento de fibra óptica
- Diseño de tornillo: Las extrusoras de un solo tornillo con relaciones L/D de 20:1 a 30:1 son estándar para compuestos de chaqueta. Los tornillos de barrera mejoran la homogeneidad de la masa fundida, reduciendo los defectos superficiales en la chaqueta terminada.
- Temperatura de fusión: Varía según el material: normalmente entre 170 y 200 °C para PVC, entre 230 y 260 °C para HDPE y entre 280 y 310 °C para compuestos LSZH (bajo en humo y sin halógenos).
- Velocidad de línea: Los sistemas modernos de extrusión de alambres y cables diseñados para revestimientos de fibra óptica pueden funcionar a hasta 150–200 m/min para cables de menor diámetro.
- Tensión de arrastre de Caterpillar: Debe calibrarse cuidadosamente. El exceso de tensión tensa las fibras ópticas e introduce una pérdida permanente de señal.
- Longitud del canal de refrigeración: Las camisas de HDPE y LSZH requieren recorridos de enfriamiento más largos (a veces de 6 a 12 metros) para evitar la contracción de la superficie y mantener la redondez de la camisa.
Los compuestos LSZH, requeridos por IEC 60332-1 y EN 50200 para su uso en edificios públicos e infraestructuras de transporte, son más difíciles de extruir que el PVC debido a su mayor contenido de relleno (normalmente trihidrato de aluminio o hidróxido de magnesio como retardantes de llama). Una extrusora de alambres y cables que maneje LSZH debe generar suficiente cizallamiento para dispersar estos rellenos minerales uniformemente sin degradar la matriz polimérica. Algunos fabricantes utilizan una etapa de composición del extrusor de doble tornillo aguas arriba de la cruceta para garantizar la consistencia del compuesto.
Armadura antes de la chaqueta final
Muchos cables exteriores y de entierro directo incorporan una capa de armadura metálica o dieléctrica entre la cubierta interior y la cubierta exterior. La armadura de cinta de acero corrugado (CST) brinda resistencia a los roedores y protección contra aplastamientos, mientras que el hilo de aramida o la fibra de vidrio brindan la misma protección en diseños totalmente dieléctricos. Si hay armadura, el cable pasa a través de un segundo cabezal extrusor de revestimiento después de la armadura, lo que hace que la extrusora de alambre y cable sea un elemento aún más repetido en toda la línea de producción.
Elementos de resistencia y barreras contra la humedad: lo que mantiene unido el cable
Las fibras ópticas no soportan ninguna carga de tracción; el vidrio simplemente no se puede estirar sin fracturarse. Toda la tensión de la instalación debe ser soportada por miembros de resistencia dedicados integrados en el diseño del cable.
- Hilo de aramida (Kevlar): El elemento de resistencia más común en cables de interior y distribución. Las capacidades de carga de tracción típicas varían desde 100 N para cables de bajada pequeños de 2 fibras hasta más de 2700 N para cables troncales interiores. El hilo de aramida se coloca en los intersticios entre el núcleo del cable y la cubierta exterior.
- Varilla de plástico reforzado con vidrio (PRFV): Se utiliza como miembro central de resistencia en cables exteriores de tubo suelto. Una varilla de GRP de 5 mm proporciona una resistencia sustancial a la tracción y protección contra dobleces, manteniendo al mismo tiempo el cable no conductor y a prueba de rayos.
- Alambre de acero o cinta de acero: Se utiliza en cables aéreos autoportantes (los cables ADSS no utilizan acero) o diseños aéreos amarrados. Algunos cables enterrados directamente combinan una armadura de acero con cintas que bloquean el agua para una doble protección.
- Elementos bloqueadores de agua: Los intersticios rellenos de gel, las cintas hinchables o el hilo seco que bloquea el agua evitan la migración longitudinal del agua, lo que puede provocar la contaminación del vidrio con hidroxilos con el tiempo, lo que aumenta la atenuación en el pico de agua de 1383 nm, un problema conocido en las primeras fibras con picos de agua distintos de cero (NZWP).
Tipos de fibra óptica: monomodo frente a multimodo
El perfil de índice de refracción integrado en la preforma determina si la fibra resultante es monomodo o multimodo, una distinción que tiene profundas implicaciones para la aplicación, el costo y el rendimiento del cable.
| Parámetro | Modo único (OS2) | OM3 multimodo | OM5 multimodo |
|---|---|---|---|
| Diámetro del núcleo | 9 micras | 50 µm | 50 µm |
| atenuación típica | ≤0,2 dB/km a 1550 nm | ≤3,0 dB/km a 850 nm | ≤3,0 dB/km a 850 nm |
| Alcance máximo (100G) | >80 km con amplificación | 100 metros | 150 m (SWDM4) |
| fuente de luz | Láser (DFB/cavidad externa) | VCSEL (850 nm) | VCSEL (850–950 nm) |
| Uso primario | Telecomunicaciones, larga distancia, FTTH | LAN empresarial, centro de datos | Centro de datos de corto alcance SWDM |
La fibra monomodo tiene una Núcleo de 9 µm , que permite solo un modo de propagación, eliminando por completo la dispersión modal y permitiendo la transmisión a lo largo de decenas a cientos de kilómetros. La fibra multimodo, con su núcleo de 50 o 62,5 µm, permite cientos de modos y es más fácil de terminar y conectar, pero la dispersión modal limita el ancho de banda en función de la distancia. El perfil de índice graduado de las fibras modernas OM3/OM4/OM5, donde el índice de refracción disminuye parabólicamente desde el centro al borde, compensa significativamente la dispersión modal, permitiendo la transmisión de 10G a 400G en distancias empresariales más cortas.
Pruebas de calidad durante todo el proceso de fabricación
La fabricación de cables de fibra óptica se rige por múltiples normas nacionales e internacionales. Las pruebas de calidad no son una actividad de etapa final: están integradas en cada paso de la producción.
Pruebas de nivel de fibra (posteriores al estiraje)
- Atenuación: Medido con un OTDR (reflectómetro óptico en el dominio del tiempo) o método de reducción a 1310, 1383, 1550 y 1625 nm para monomodo; a 850 y 1300 nm para multimodo.
- Prueba de prueba: Cada carrete de fibra se somete a una prueba de resistencia a la tracción (generalmente de 0,5 % a 1 % de alargamiento) para detectar cualquier fibra con defectos superficiales. Las fibras que fallan se rompen durante la prueba y se separan.
- Longitud de onda de corte: Determina la longitud de onda más corta a la que opera la fibra en modo único verdadero. Debe estar por debajo de 1260 nm para cumplir con OS2.
- Diámetro del campo modal (MFD): Afecta la pérdida de empalme y la eficiencia del acoplamiento del conector. ITU-T G.652 especifica 9,2 ± 0,4 µm a 1310 nm.
- Dispersión cromática y PMD: Crítico para la transmisión de alta velocidad; ambos deben cumplir los valores prescritos por la norma de fibra pertinente de la ITU o IEC.
Pruebas de nivel de cable (después del revestimiento)
- Resistencia al aplastamiento: Según IEC 60794-1-2 Método E1; Se aplica una fuerza plana a lo largo de la sección transversal del cable para verificar que la cubierta y la estructura protejan las fibras sin cambios de atenuación.
- Prueba de impacto: Se utiliza un martillo pesado para simular golpes mecánicos accidentales durante la instalación.
- Ciclos de temperatura: Los cables se ciclan de -40 °C a 70 °C (o más para entornos hostiles) mientras se monitorea la atenuación óptica. Los cambios deben permanecer dentro de límites definidos durante todo el ciclo.
- Inmersión y penetración en agua: Valida la efectividad del llenado de gel o del bloqueo de agua seca según IEC 60794-1-2 Método F5.
- Prueba de chispa de la chaqueta: Un probador de chispa de alto voltaje recorre la cubierta del cable para detectar poros o puntos delgados introducidos durante la extrusión, un paso de control de calidad que se aplica directamente en la línea de extrusión de alambres y cables.
Cables de fibra óptica especiales: ADSS, submarinos y microductos
Más allá de los diseños estándar de tubo holgado y de amortiguación ajustada, varias construcciones de cables especiales requieren enfoques de fabricación adaptados y configuraciones de extrusora específicas.
Cables ADSS (autosoportados totalmente dieléctricos)
Los cables ADSS están diseñados para amarrarse a torres de líneas eléctricas sin un cable mensajero. Deben resistir el viento, la carga de hielo y longitudes de luz de hasta 700 metros sin hundimiento. La cubierta exterior está hecha de un compuesto AT resistente a las vías que resiste la degradación causada por campos eléctricos de alto voltaje inducidos por la proximidad a conductores energizados. La extrusora de alambres y cables utilizada para el revestimiento ADSS debe manejar estos compuestos AT especiales, que tienen un comportamiento reológico diferente al HDPE estándar, lo que requiere ajustes de presión y perfiles de temperatura del tornillo ajustados.
Cable de fibra óptica submarino
Los cables submarinos deben sobrevivir a profundidades superiores 8.000 metros en rutas transoceánicas: presiones superiores a 80 MPa. La unidad de fibra se coloca en un tubo de cobre sellado herméticamente mediante soldadura para evitar la entrada de hidrógeno, lo que provoca que la atenuación de la fibra aumente con el paso de las décadas. Las capas de alambres de acero de alta resistencia y camisas de polietileno se aplican en múltiples pasadas, cada una de las cuales requiere su propia etapa de extrusión de camisa. La fabricación de un único segmento de cable transoceánico puede implicar más de una docena de pasadas de extrusión secuenciales.
Cables de Microductos y Fibra Soplada
Los cables de fibra soplada están diseñados para ser instalados mediante aire comprimido a través de microductos preinstalados, generalmente 5 a 10 mm de diámetro . La superficie exterior del cable debe tener un coeficiente de fricción muy bajo (a menudo logrado coextruyendo una capa exterior de nailon resbaladizo o HDPE con una textura superficial fina en el alambre y el extrusor de cable) para permitir la instalación asistida por aire en distancias de 1 km o más de un solo golpe. Este enfoque reduce drásticamente los costos de excavación de zanjas en los despliegues de FTTH.
Del tambor de fábrica a la red instalada: pasos finales
Después de todo el revestimiento y las pruebas, el cable de fibra óptica terminado se enrolla en tambores de madera o plástico en longitudes de envío estándar. Las longitudes de carrete comunes para cables exteriores de tubo holgado son 2 kilómetros, 4 kilómetros y 6 kilómetros . Cada tambor está etiquetado con el tipo de cable, el número de fibras, el tipo de fibra (OS2, OM4, etc.), la longitud del tambor y la fecha y el turno de producción, todo ello rastreable hasta el recorrido individual de la torre de extracción y el lote de preformas.
Las pruebas de aceptación de fábrica (FAT) en esta etapa implican pruebas OTDR de cada fibra en cada tambor para producir un rastro de atenuación completo. Este seguimiento se archiva y se envía con el cable para que sirva como referencia con la que se puedan comparar los OTDR medidos en campo después de la instalación, lo que facilita la identificación de cualquier daño introducido durante la extracción o la excavación de zanjas.
La conectorización (unir conectores pulidos de fábrica a los extremos de la fibra) se realiza opcionalmente en la planta de cable o en el sitio de instalación. Los conectores pulidos en fábrica logran pérdidas de inserción por debajo 0,2 dB con pérdidas de retorno superiores a 50 dB para acabados APC (contacto físico en ángulo), rendimiento que es difícil de replicar de manera consistente en condiciones de campo.

Preguntas frecuentes
¿De qué materia prima está fabricado el cable de fibra óptica?
La fibra óptica en sí está hecha de vidrio de sílice ultrapuro (dióxido de silicio, SiO₂), y se utilizan dopantes como el dióxido de germanio para ajustar el índice de refracción. Los revestimientos protectores, los tubos de protección y la chaqueta están hechos de diversos termoplásticos, como compuestos de acrilato, PBT, PVC, HDPE, PVDF o LSZH, todos procesados mediante equipos de extrusión.
¿Qué tan delgada es una fibra óptica en comparación con un cabello humano?
Una sola fibra óptica después del estiramiento tiene un diámetro exterior de 125 micrómetros (0,125 mm) , que es aproximadamente el diámetro de un cabello humano promedio. El propio núcleo de vidrio (la parte que transporta la luz) tiene sólo 9 µm de ancho en fibra monomodo, aproximadamente una décima parte del ancho de un cabello.
¿Qué hace una extrusora de alambres y cables en la producción de cables de fibra óptica?
Una extrusora de alambres y cables funde un compuesto termoplástico y lo aplica como una capa continua y de dimensiones precisas sobre el núcleo de la fibra óptica o del cable. En la fabricación de fibra óptica, las extrusoras se utilizan en múltiples etapas: formando revestimientos de protección ajustados alrededor de las fibras individuales, produciendo tubos de protección sueltos que contienen grupos de fibras y aplicando la cubierta exterior del cable. La extrusora debe funcionar con un estricto control de temperatura y velocidad para evitar dañar las delicadas fibras ópticas del interior.
¿Cuánto tiempo lleva fabricar un cable de fibra óptica?
La fabricación de preformas lleva de varios días a una semana por lote. El estirado de fibra a 15-25 m/s significa que un solo carrete de fibra de 5.000 km requiere aproximadamente entre 60 y 90 horas de funcionamiento continuo de la torre de estirado. El procesamiento secundario, el varado y el encamisado añaden días adicionales. El tiempo total del ciclo desde las materias primas hasta el tambor terminado suele ser dos a cuatro semanas para un cable de tubo suelto estándar para exteriores.
¿Se puede fabricar el cable de fibra óptica con plástico en lugar de vidrio?
Sí. La fibra óptica plástica (POF) utiliza PMMA (polimetacrilato de metilo) o polímero fluorado como material de núcleo y revestimiento. POF tiene un núcleo mucho más grande (hasta 1 mm) y una atenuación mucho mayor (alrededor de 150 a 200 dB/km a 650 nm) en comparación con la fibra de sílice, por lo que se limita a tramos cortos de menos de 50 metros, normalmente redes automotrices, sistemas A/V domésticos y enlaces de sensores industriales donde la facilidad de terminación supera la necesidad de una baja atenuación.
¿Qué es LSZH y por qué es importante en los cables de fibra óptica?
LSZH significa bajo humo y cero halógenos. Describe materiales de chaqueta que, cuando se exponen al fuego, producen un mínimo de humo y no producen gases halógenos (como el cloro del PVC). Esto es importante en espacios cerrados como túneles de tránsito, hospitales y edificios de oficinas donde el humo tóxico de los cables quemados representa un grave peligro de evacuación. Las chaquetas LSZH se aplican utilizando una extrusora de alambres y cables configurada para compuestos cargados de relleno de mayor viscosidad, y los cables deben pasar las series de pruebas IEC 60332-3, IEC 61034 e IEC 60754.