Correo electrónico*: alice@gemwellgd.com
Correo electrónico*: alice@gemwellgd.com Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. Español
Español  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Contenido
- 1 Cómo se fabrica el cable de fibra óptica: la respuesta corta
- 2 Materias primas: de qué está hecho realmente el cable de fibra óptica
- 3 Etapa uno: fabricación de la preforma de vidrio
- 4 Etapa dos: dibujar la fibra en una torre de dibujo
- 5 Etapa tres: colorear, amortiguar y trenzar fibras
- 6 Etapa cuatro: revestimiento con una extrusora de alambres y cables
- 7 Equipos críticos en una línea de revestimiento de cables de fibra óptica
- 8 Tipos de cables de fibra óptica y sus diferentes enfoques de fabricación
- 9 Pruebas de calidad durante todo el proceso de fabricación
- 10 Factores clave que afectan el rendimiento y la longevidad del cable de fibra óptica
- 11 Inicio de una línea de producción de cables de fibra óptica: consideraciones prácticas
- 12 Estándares y requisitos de cumplimiento de cables de fibra óptica
Cómo se fabrica el cable de fibra óptica: la respuesta corta
El cable de fibra óptica se fabrica estirando vidrio de sílice ultrapuro en hebras delgadas como un cabello llamadas fibras ópticas, cubriéndolas con capas protectoras de polímero, agrupandolas en un conjunto central y finalmente extruyendo una cubierta exterior alrededor de toda la estructura usando una extrusora de alambres y cables. El resultado es un cable capaz de transmitir datos a la velocidad de la luz a distancias de decenas de kilómetros prácticamente sin pérdida de señal.
El proceso de fabricación completo abarca múltiples etapas altamente controladas: desde la deposición química de vapor de preformas de sílice hasta torres de trefilado de fibras que funcionan a más de 2000 °C y líneas de revestimiento donde extrusora de alambres y cables Aplica recubrimientos poliméricos a velocidades superiores a 1.000 metros por minuto. . Cada etapa exige equipos de precisión, tolerancias estrictas y un control de calidad riguroso.
Materias primas: de qué está hecho realmente el cable de fibra óptica
La fibra óptica en el corazón de cada cable comienza con tetracloruro de silicio (SiCl₄) o dióxido de silicio (SiO₂) de extraordinaria pureza, generalmente 99,9999 % o mejor. encluso una sola impureza metálica al nivel de partes por billón puede dispersar la luz y reducir la calidad de la transmisión. Además de la sílice, se añaden al núcleo dopantes como el dióxido de germanio (GeO₂) para elevar su índice de refracción ligeramente por encima del del revestimiento, creando la reflexión interna total que mantiene la luz atrapada dentro de la fibra.
Además del vidrio, un cable terminado contiene otras categorías de materiales:
- Recubrimiento primario: Un acrilato suave curable por UV que se aplica directamente sobre el vidrio para amortiguar las microcurvaturas y proteger la superficie de la humedad.
- Revestimiento secundario: Una capa de acrilato más dura que confiere a la fibra resistencia mecánica y resistencia a la abrasión.
- Tubos amortiguadores o amortiguadores herméticos: Los diseños de tubo holgado utilizan tubos de PBT (tereftalato de polibutileno) rellenos de gel; Los diseños con amortiguación ajustada utilizan nailon o PVDF extruido directamente sobre la fibra.
- Miembros de fuerza: Hilo de aramida (Kevlar), varillas de plástico reforzado con vidrio (GRP) o alambre de acero, según el tipo de cable y la aplicación.
- Chaqueta exterior: Polietileno, PVC o poliuretano con bajo contenido de humo y sin halógenos (LSZH), aplicado mediante una extrusora de alambres y cables y elegido según el entorno de instalación.
La combinación específica de estos materiales determina si el producto terminado es un cable de conexión para interiores, un cable para exteriores enterrado directamente, un cable submarino blindado o un cable ascendente retardante de llama.
Etapa uno: fabricación de la preforma de vidrio
Todo comienza con la preforma: una varilla de vidrio sólida, normalmente de 1 a 1,5 metros de largo y de 50 a 150 mm de diámetro, cuyo perfil transversal es una réplica exacta a escala de la fibra terminada. La relación entre el diámetro del núcleo y el diámetro del revestimiento de la preforma se conserva fielmente durante el embutición, por lo que cada decisión dimensional que se toma en esta etapa se propaga hasta el producto final.
Deposición química de vapor modificada (MCVD)
En el proceso MCVD, se monta un tubo de sílice giratorio en un torno para trabajar el vidrio. Los precursores gaseosos (SiCl₄, GeCl₄, POCl₃ y oxígeno) se introducen en un extremo mientras un soplete de hidrógeno y oxígeno atraviesa el exterior. Los gases reaccionan a unos 1.600°C, depositando partículas de hollín en la pared interior del tubo. Cada pasada del soplete deposita una capa de vidrio con una composición ligeramente diferente, construyendo el núcleo de índice graduado capa por capa. Después de cientos de pasadas, el tubo se colapsa hasta formar una varilla de preforma sólida a alta temperatura.
Deposición de vapor exterior (OVD) y deposición de vapor axial (VAD)
OVD y VAD son los métodos dominantes utilizados por productores a gran escala como Corning y Fujikura. En OVD, un mandril giratorio atraviesa un quemador de hidrólisis de llama; SiCl₄ y GeCl₄ reaccionan con hidrógeno y oxígeno para depositar hollín de sílice en el exterior del mandril. Después de la deposición, se retira el mandril y la pieza porosa de hollín se sinteriza en un horno con una atmósfera de cloro para expulsar los iones OH⁻ (que causan la atenuación del pico de agua), luego se consolida en una preforma de vidrio sin burbujas. VAD deposita hollín axialmente en el extremo de una varilla de semillas giratoria, haciendo crecer la preforma continuamente, un formato que se adapta a la producción de gran volumen porque produce preformas muy largas sin interrupción. Una sola preforma grande de OVD o VAD puede producir más de 3.000 kilómetros de fibra terminada.
Etapa dos: dibujar la fibra en una torre de dibujo
La torre de trefilado de fibra es uno de los equipos más llamativos de cualquier planta de fibra óptica. Por lo general, tiene entre 10 y 20 metros de altura y alimenta la preforma verticalmente a un horno de resistencia de grafito o a un horno de inducción de circonio donde la punta se calienta a aproximadamente 2000–2200°C . A esta temperatura, el vidrio se ablanda y una delgada hebra, llamada fibra "cuello hacia abajo", cae bajo la gravedad y es capturada por un cabrestante en la base de la torre.
El cabrestante controla la velocidad de tracción, que es la principal variable utilizada para regular el diámetro de la fibra. Las torres de dibujo modernas funcionan a velocidades de 1.500 a 2.500 metros por minuto , y un micrómetro láser colocado justo debajo del horno mide el diámetro de la fibra de forma continua, manteniéndolo normalmente dentro de ±0,1 µm del diámetro objetivo del revestimiento de 125 µm. Si el diámetro se desplaza, el sistema de control ajusta la velocidad de extracción en tiempo real en milisegundos.
Aplicación de recubrimiento en línea
Inmediatamente después del punto de medición del diámetro, la fibra de vidrio desnuda pasa a través de un troquel de recubrimiento doble donde se aplica acrilato líquido curable por UV en dos capas concéntricas simultáneamente: la capa primaria suave con un diámetro exterior de aproximadamente 190 a 200 µm y la capa secundaria más dura, lo que eleva el total a aproximadamente 245 a 250 µm. Luego, la fibra recubierta pasa a través de lámparas UV que curan ambas capas en fracciones de segundo. Este paso de recubrimiento en línea es fundamental: el vidrio de sílice desnudo tiene una resistencia a la tracción muy alta (hasta 700 kpsi), pero es extremadamente sensible al daño superficial causado por la humedad atmosférica y la manipulación. El recubrimiento de polímero protege esa superficie desde el momento en que el vidrio se solidifica.
La fibra recubierta se enrolla en carretes que contienen desde 25 km hasta más de 100 km de fibra, según el tamaño del carrete y el tipo de fibra. Luego, cada carrete se somete a pruebas de prueba, donde la fibra se pasa a través de un sistema de cabrestante que aplica una carga de tracción controlada (generalmente 100 kpsi) para verificar que no existan puntos débiles a lo largo de toda la longitud.
Etapa tres: colorear, amortiguar y trenzar fibras
Después de la prueba de prueba, las fibras individuales se codifican por colores utilizando una línea de coloración de tinta UV, que aplica una fina capa de tinta pigmentada curable por UV a la superficie del recubrimiento secundario. La secuencia de colores estándar sigue TIA-598 (o IEC 60304 a nivel internacional): azul, naranja, verde, marrón, pizarra, blanco, rojo, negro, amarillo, violeta, rosa, aguamarina, que se repite para cada grupo de 12 fibras en cables de alto número. Esta codificación de colores es la única forma de identificar fibras individuales en cables que contienen 96, 144, 288 o incluso 3456 fibras.
Construcción de tubo holgado frente a construcción de amortiguación ajustada
La siguiente elección importante del proceso es cómo se empaquetan las fibras dentro de la estructura del cable. en construcción de tubo suelto , se colocan grupos de 6 a 12 fibras dentro de pequeños tubos de PBT o PP con un diámetro interior de 1,5 a 3 veces el diámetro del haz de fibras. El exceso de longitud de fibra (EFL) dentro del tubo (normalmente entre un 0,2% y un 0,5% más de longitud de fibra que la longitud del tubo) permite que las fibras se flexionen sin tensión a medida que el cable se expande o contrae con la temperatura. Los tubos sueltos rellenos de gel proporcionan bloqueo adicional de humedad y hidrógeno. Esta construcción domina los cables OSP (planta exterior) para exteriores.
In construcción de amortiguación ajustada , se extruye un material termoplástico (normalmente nailon 12 o PVDF) directamente sobre cada fibra recubierta, lo que eleva el paquete de fibras a 900 µm. Una extrusora de alambre y cable con una matriz de cruceta de precisión realiza esta operación, manteniendo la concentricidad de la capa amortiguadora dentro de ±25 µm. Las fibras con protección ajustada son más fáciles de terminar, lo que hace que esta construcción sea estándar para cables de distribución en interiores y locales.
Una vez que se preparan las fibras individuales o los tubos sueltos, se trenzan alrededor de un miembro de resistencia central usando una máquina trenzadora planetaria o SZ. Se prefiere el trenzado SZ, donde la dirección de tendido se invierte periódicamente, porque permite el acceso a la mitad del tramo sin desenrollar todo el cable.
| Característica | Tubo suelto | Amortiguador apretado |
|---|---|---|
| Aplicación típica | OSP exterior, aéreo, enterrado directo | Interior, elevador, distribución. |
| Rango de recuento de fibras | Hasta 3.456 fibras | Normalmente entre 2 y 144 fibras |
| Rango de temperatura | –40°C a 70°C | –20°C a 60°C (típico) |
| Protección contra la humedad | Excelente (gel o bloqueador de agua seco) | Moderado (se basa en la chaqueta) |
| Facilidad de terminación | Requiere limpieza con gel | Rápido, limpio |
| Equipo de extrusión de tampón | Extrusora de tubos (troquel más grande) | Extrusora de alambres y cables de precisión |
Etapa cuatro: revestimiento con una extrusora de alambres y cables
El revestimiento es la última etapa importante de fabricación y aquella en la que la tecnología de extrusión de alambres y cables desempeña su papel más visible. El núcleo del cable trenzado, con su miembro central de resistencia, tubos de protección o fibras de protección ajustada, cinta o hilo que bloquea el agua y cualquier armadura, pasa a través de una cruceta de extrusión donde se aplica termoplástico fundido de manera uniforme alrededor de toda la circunferencia.
Cómo funciona la extrusora
Una extrusora de alambres y cables para revestimiento de fibra óptica es fundamentalmente una máquina plastificadora de uno o dos tornillos. El tornillo, que gira dentro de un barril calentado, funde y homogeneiza los gránulos de polímero alimentados desde una tolva. La geometría del tornillo, incluida la relación de compresión, la longitud de la zona de medición y la relación L/D (normalmente de 24:1 a 30:1 para aplicaciones de camisa), se adapta al polímero específico que se procesa. Los diferentes materiales de chaqueta requieren condiciones de procesamiento significativamente diferentes:
- HDPE (Polietileno de Alta Densidad): Temperatura de procesamiento 180–230°C; excelente resistencia a la humedad y a los rayos UV; Se utiliza en cables aéreos y de enterramiento directo.
- LSZH (baja emisión de humos y cero halógenos): Temperatura de procesamiento 170–210°C; obligatorio en túneles, centros de datos y edificios públicos; requiere un diseño cuidadoso del tornillo porque los compuestos LSZH suelen ser más viscosos y térmicamente sensibles que el PE.
- PVC: Temperatura de procesamiento 160–190°C; bajo costo, flexible, retardante de llama; comúnmente utilizado para cables interiores.
- Poliuretano (TPU): Temperatura de procesamiento 190–220°C; excelente resistencia a la abrasión y flexibilidad en temperaturas frías; utilizado en aplicaciones industriales y militares.
- Nailon (PA12): Temperatura de procesamiento 220–250°C; alta resistencia química; Se utiliza donde es posible la exposición al combustible o al aceite.
El conjunto de matriz de cruceta al final del cilindro del extrusor coloca una punta (o tubo guía, en configuraciones de herramientas de presión) a través de la cual pasa el núcleo del cable, rodeada por la superficie de la matriz a través de la cual fluye el polímero fundido y se le da forma al cable. El espesor de la pared de la chaqueta está controlado por el equilibrio entre la velocidad de la línea y la producción del extrusor (en kg/h) , y las líneas modernas utilizan medición de diámetro de circuito cerrado (medidores láser o medidores de espesor de rayos X) que retroalimentan el accionamiento del extrusor y el cabrestante de arrastre para mantener las especificaciones dentro de ±0,1 mm o más estrictas.
Enfriamiento y transporte de Caterpillar
Inmediatamente después de la cruceta, el cable encamisado ingresa a un canal de agua (generalmente de 8 a 15 metros de largo) donde se apaga. La velocidad de enfriamiento afecta la cristalinidad de los polímeros semicristalinos como el HDPE e influye directamente en las propiedades mecánicas de la chaqueta. Para velocidades de línea muy altas (por encima de 200 m/min), la pulverización de agua forzada o los canales de enfriamiento asistidos por vacío mantienen una eliminación de calor adecuada. Una oruga de arrastre (unidad tractora tipo correa) agarra el cable suavemente para mantener la tensión y la velocidad de la línea sin aplastar la sensible estructura óptica del interior.
Cables blindados y revestimiento de doble capa
Muchos cables exteriores o blindados requieren dos pases de extrusor de alambre y cable. En la primera pasada, se aplica una camisa interior (a menudo PE) sobre el núcleo trenzado. Luego, el cable pasa a través de una unidad de blindaje de cinta de acero corrugado (CST) o una estación de blindaje de aluminio entrelazado antes de ingresar a una segunda extrusora que aplica la cubierta exterior. Esta línea de extrusión en tándem puede abarcar entre 50 y 80 metros de longitud total y es capaz de producir cable de fibra óptica armado terminado a velocidades de 30 a 80 m/min.
Para los cables submarinos, el proceso es aún más complicado: se pueden agregar hasta seis capas de armadura de alambre (alambres de acero individuales aplicados por máquinas trenzadoras planetarias), y cada capa de alambre requiere su propio paso de extrusión de compuesto de lecho entre ella y la siguiente capa de alambre.
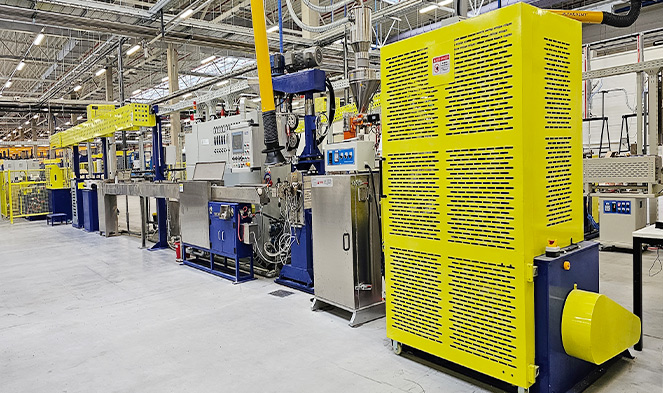
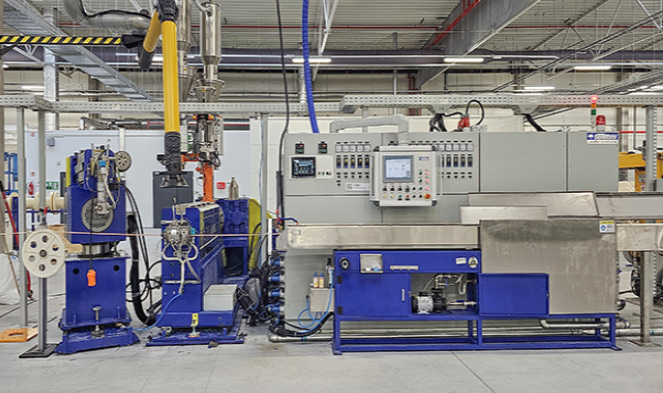
Equipos críticos en una línea de revestimiento de cables de fibra óptica
Una línea completa de revestimiento de cables de fibra óptica integra muchas máquinas que trabajan en secuencia coordinada. Comprender lo que hace cada uno ayuda a aclarar por qué el extrusor de alambres y cables y sus equipos periféricos son tan fundamentales para la calidad del cable.
- Puesto de liquidación: Sostiene el carrete del núcleo del cable y desenrolla el núcleo con una tensión controlada; demasiada tensión puede tensar las fibras del interior; muy poco provoca hundimiento y variación del diámetro.
- Precalentador: Seca y calienta la superficie del núcleo del cable antes de que entre en la cruceta del extrusor, mejorando la adhesión entre la cubierta y el núcleo del cable.
- Extrusora de alambres y cables de un solo tornillo: La máquina de procesamiento de núcleos, con zonas de barril con temperatura controlada individualmente en 5 a 7 secciones, una caja de engranajes que acciona el tornillo a 10 a 120 RPM y un sensor de presión de fusión en el cabezal de matriz para monitorear el proceso.
- Muere la cruceta: Conjunto de acero mecanizado con precisión que alinea el núcleo del cable con el flujo de polímero. La concentricidad del troquel (la precisión con la que está centrada la cubierta en el cable) determina directamente el rendimiento mecánico y las propiedades eléctricas.
- Medidor de diámetro láser: Medición sin contacto a 2000 escaneos/segundo, detectando cambios de diámetro en tiempo real y enviando señales de corrección al control de velocidad de arrastre.
- Bebedero con zonas de temperatura: Control de enfriamiento preciso para la gestión de la cristalinidad; a menudo dos zonas: una zona caliente para evitar marcas de hundimiento en la superficie y luego una zona fría para una rápida solidificación.
- Arrastre de oruga: Diseño de doble o cuatro correas con control de presión neumático para evitar aplastamiento; impulsa la velocidad general de la línea y la contrapresión contra el extrusor.
- Probador de chispas (para cables híbridos de cobre): Aplica alto voltaje para detectar poros en la chaqueta; No se requiere para cables de fibra totalmente dieléctrica, pero se usa en cables armados donde la cubierta debe ser aislante eléctricamente.
- Recogida con bobinado transversal: Enrolla el cable terminado en carretes o tambores de envío con un control transversal preciso para evitar daños en el carrete o microflexión de la fibra debido a una presión de bobinado desigual.
Entre todos estos componentes, la extrusora de alambres y cables es el elemento que los fabricantes de cables especifican y actualizan con mayor frecuencia, porque el desgaste del tornillo y del cilindro degrada directamente la calidad de la fusión, la consistencia de la salida y la uniformidad del revestimiento con el tiempo. Los fabricantes de extrusores de renombre publican los límites de desgaste de los tornillos (normalmente no permiten una reducción de más del 5 % en la profundidad del canal antes del reemplazo) y muchos productores de cables programan reconstrucciones del cilindro/tornillo cada 3 a 5 años dependiendo de la abrasividad del material.
Tipos de cables de fibra óptica y sus diferentes enfoques de fabricación
No todos los cables de fibra óptica se fabrican de la misma manera. El entorno de uso final genera diferencias sustanciales en los pasos de fabricación que se incluyen, qué materiales fluyen a través del extrusor de alambre y cable y qué tan estrictas se mantienen las tolerancias.
Cables de fibra monomodo versus multimodo
La fibra monomodo (SMF) tiene un diámetro central de sólo 8 a 10 µm (aproximadamente una décima parte del ancho de un cabello humano) y un revestimiento de 125 µm. La fabricación de SMF requiere un control más estricto de la concentricidad del núcleo al revestimiento (normalmente ≤0,5 µm de compensación) y la circularidad del núcleo durante la fabricación y el dibujo de la preforma. La fibra multimodo (MMF) viene en categorías OM1 a OM5 con diámetros de núcleo de 50 o 62,5 µm; El perfil de índice graduado de la fibra OM3/OM4/OM5 requiere un control compositivo muy preciso del gradiente de dopante GeO₂ durante la deposición de la preforma. La construcción del cable alrededor de ambos tipos de fibra puede ser idéntica; es en la fibra misma donde residen las diferencias clave.
Fabricación de cables planos
El cable de fibra óptica tipo cinta de alta densidad, utilizado ampliamente en interconexiones de centros de datos y aplicaciones de oficinas centrales, une 4, 8 o 12 fibras de colores individuales una al lado de la otra en una matriz plana utilizando un material de matriz de cinta curable con UV. La máquina encintadora espacia y tensa con precisión cada fibra a medida que ingresan a un troquel plano donde se aplica el material de matriz y se cura con luz UV. Luego se apilan varias cintas y se colocan dentro de una estructura de cable de núcleo ranurado o de tubo central. Un cable plano de 288 fibras puede tener menos de 12 mm de diámetro exterior , en comparación con los 18–22 mm de un diseño de tubo holgado trenzado comparable. El paso de revestimiento para cables planos utiliza la misma tecnología de extrusión de alambres y cables que los cables convencionales, pero el conjunto del núcleo es notablemente más rígido y requiere un mayor control de la tensión en el soporte de devanado.
Cables de fibra resistente a la flexión (BIF)
La fibra insensible a la flexión, estandarizada como UIT-T G.657, incorpora un diseño de revestimiento nanoestructurado o asistido por zanjas que reduce drásticamente las pérdidas por macroflexión. Los cables fabricados con BIF (particularmente los grados G.657.A2 y G.657.B3) pueden tolerar curvaturas de hasta 5 mm de radio con menos de 0,1 dB de pérdida adicional a 1550 nm. Estos cables son comunes en los cables de acometida FTTH (fibra hasta el hogar), que se pasan a través de curvas de conductos, alrededor de marcos de puertas y a través de tramos interiores estrechos. La fabricación de la preforma BIF añade complejidad (capas de revestimiento adicionales con diferentes índices de refracción), pero el proceso de fabricación de cables posterior (incluido el revestimiento de la extrusora) es esencialmente el mismo que para los cables SMF estándar.
Pruebas de calidad durante todo el proceso de fabricación
El control de calidad en la fabricación de cables de fibra óptica no es una inspección final: está integrado en cada etapa de la producción. Saltarse o debilitar cualquiera de estas comprobaciones produce cables que pueden pasar las pruebas iniciales pero fallan prematuramente en el campo, donde los costos de reparación eclipsan el precio de compra original del cable.
Pruebas de nivel de fibra
Cada carrete de fibra que sale de la torre de estirado se prueba para:
- Atenuación: Medido con un OTDR (reflectómetro óptico en el dominio del tiempo) a 1310 nm y 1550 nm. El SMF estándar debe ser ≤0,35 dB/km a 1310 nm y ≤0,20 dB/km a 1550 nm según UIT-T G.652.D.
- PMD (dispersión del modo de polarización): Crítico para sistemas de transmisión coherentes de alta velocidad; especificado como valor de diseño del enlace (por ejemplo, ≤0,20 ps/√km para G.652.D).
- Geometría: El diámetro del campo modal, el diámetro del revestimiento, la concentricidad del revestimiento del núcleo y la no circularidad del revestimiento, todos medidos mediante sistemas de inspección por vídeo automatizados en la torre de dibujo.
- Prueba de prueba: Se aplica una carga de tracción mínima de 100 kpsi a lo largo de toda la longitud del carrete para detectar cualquier sección débil.
Prueba de nivel de cable
Después del revestimiento, el carrete de cable terminado se somete a un conjunto completo de pruebas definidas por CEI 60794-1 y las normas relevantes de la serie IEC 60794-x, o equivalentes ANSI/ICEA para el mercado norteamericano:
- Carga de tracción: El cable se tira hasta la carga nominal de instalación y luego hasta la carga de prueba; El aumento de atenuación debe permanecer por debajo de 0,1 dB durante la carga y volver a la línea base después de la liberación.
- Resistencia al aplastamiento: Una placa plana aplica una fuerza de aplastamiento nominal (por ejemplo, 2200 N/100 mm para cables OSP típicos); La atenuación se controla en tiempo real mediante una fuente de luz encendida y un medidor de potencia.
- Prueba de flexión: El cable circula alrededor de un mandril de diámetro específico; para cables OSP estándar, esto es 20 veces el diámetro exterior del cable.
- Ciclos de temperatura: Los carretes de cable se prueban entre –40 °C y 70 °C (o rangos más amplios para cables especiales); la atenuación se mide en temperaturas extremas bajas y altas.
- Penetración de agua: Un tramo de cable de 1 metro se somete a una altura hidráulica de 1 m durante 24 horas; el agua no debe penetrar más allá de los extremos de la sección de prueba.
- Espesor de la chaqueta y OD: Las secciones transversales cortadas de los extremos del cable se miden bajo un microscopio óptico calibrado para verificar la uniformidad de la pared de la cubierta, un indicador directo del control del proceso de extrusión.
Algunos clientes especifican una medición 100% OTDR de cada fibra en cada carrete antes del envío, una práctica común en la adquisición de operadores de telecomunicaciones. Este seguimiento OTDR de extremo a extremo también crea un registro de referencia que se puede utilizar años más tarde para diagnosticar fallas de campo.
Factores clave que afectan el rendimiento y la longevidad del cable de fibra óptica
Comprender lo que sucede dentro del proceso de fabricación explica por qué ciertos cables superan a otros en el campo y por qué la configuración correcta del extrusor (selección de materiales, perfil de temperatura, diseño de tornillos) es inseparable de la confiabilidad a largo plazo del cable.
Oscurecimiento del hidrógeno
El hidrógeno generado por la corrosión electrolítica de la armadura de alambre de acero, o por la degradación de compuestos de gel y recubrimientos poliméricos, puede difundirse en la fibra de vidrio y reaccionar con defectos en la red de sílice para formar enlaces Si-OH (silanol) que absorben la luz infrarroja, un fenómeno llamado oscurecimiento por hidrógeno. La principal defensa de fabricación es la eliminación rigurosa del agua de todos los sistemas de gel y polímero (es por eso que los tubos bloqueados por agua y las formulaciones de gel de calidad se especifican con un contenido de agua inferior a 10 ppm) y el uso de recubrimientos herméticos o de carbono en la propia fibra en los entornos más exigentes. La extrusora de alambres y cables puede contribuir o mitigar este riesgo: los gránulos de polímero secados adecuadamente y las temperaturas de fusión bien controladas minimizan la entrada de humedad en la estructura de la chaqueta.
Microflexión y Macroflexión
La microflexión se refiere a deformaciones laterales microscópicas de la fibra causadas por una presión radial no uniforme de las paredes del tubo amortiguador, los bordes de la cinta envolvente o las superficies irregulares de la chaqueta. Incluso las deformaciones en el rango nanométrico aumentan la atenuación de manera mensurable a 1.550 nm. Una extrusora de alambres y cables que produce una cubierta con ondulación superficial (un defecto de fractura por fusión común cuando la temperatura de la fusión es demasiado baja o la velocidad de extracción demasiado alta en relación con la salida de la extrusora) puede introducir fuerzas laterales modeladas en el núcleo del cable y causar pérdidas por microflexión que no aparecerían en una prueba de laboratorio benigna pero que se manifiestan bajo la contracción térmica en el campo. La macroflexión (envolver el cable alrededor de un radio demasiado estrecho) es un problema de instalación, pero los cables con menor rigidez a la flexión (paredes de revestimiento más delgadas, menos miembros resistentes) son más vulnerables, lo que hace que el diseño de la cubierta sea otro punto de intersección entre los materiales aplicados por extrusora y el rendimiento óptico.
Degradación UV de los materiales de las chaquetas para exteriores
Los cables aéreos de fibra óptica deben resistir décadas de exposición a los rayos UV sin que la cubierta se agriete ni se vuelva quebradiza. El negro de humo al 2-3 % en peso en HDPE proporciona una protección UV efectiva y es el estándar de la industria para cables aéreos y de enterramiento directo. Los cables destinados a uso en interiores pueden utilizar otros paquetes estabilizadores, pero la formulación generalmente se suministra como una pastilla precompuesta al fabricante del cable, quien la introduce directamente en el extrusor de alambres y cables. Las condiciones de procesamiento de la extrusora deben ser compatibles con el sistema estabilizador: el cizallamiento excesivo del tornillo o la temperatura del cilindro pueden degradar los antioxidantes que son esenciales para la estabilidad térmica a largo plazo, incluso en cables que nunca están expuestos a la luz solar.

Inicio de una línea de producción de cables de fibra óptica: consideraciones prácticas
Para un fabricante que busca ingresar a la producción de cables de fibra óptica (o expandirse del cable de cobre a la fibra), la inversión en equipos y el conocimiento del proceso requeridos son sustanciales pero están bien definidos. La torre de trefilado y el equipo de producción de preformas representan las mayores barreras de entrada (y normalmente no se justifican a menos que se produzca fibra a escalas de varios millones de kilómetros al año). La mayoría de los fabricantes de cables compran fibra a productores de fibra establecidos (Coring, Prysmian, Fujikura, Sumitomo, YOFC) y centran su capital en el diseño de cables y equipos de líneas de revestimiento.
Selección de una extrusora de alambres y cables para revestimiento de fibra óptica
La decisión más crítica sobre el equipo para una línea de revestimiento de cables de fibra óptica es la selección del extrusor de alambres y cables. Los parámetros clave a evaluar incluyen:
- Diámetro del tornillo: Para aplicaciones de revestimiento de fibra óptica, son típicos diámetros de tornillo de 45 mm a 90 mm. Los tornillos más pequeños (45–60 mm) brindan una mejor consistencia de salida y respuesta del material a las tasas de rendimiento más bajas necesarias para cables de pequeño diámetro; Los tornillos más grandes se adaptan al revestimiento de alto rendimiento de cables OSP de gran tamaño.
- Relación L/D: Se recomienda un mínimo de 24:1 para materiales de cubierta de fibra óptica. Los compuestos LSZH se benefician especialmente de relaciones L/D de 28:1 o 30:1 que permiten zonas de fusión y mezcla más largas.
- Sistema de accionamiento: Los motores servo de CA o controlados por vector ofrecen la estabilidad de velocidad (±0,1 %) necesaria para mantener la consistencia de la pared de la camisa a velocidades de línea variables. Los convertidores de CC se están eliminando progresivamente de las nuevas instalaciones.
- Zonas de control de temperatura: Un mínimo de 5 zonas de cañón controladas independientemente más una zona de cruceta. Los controladores PID con una estabilidad superior a ±1°C son estándar en los sistemas modernos de extrusión de cables.
- Instrumentación: Un transductor de presión de fusión en el cabezal de la matriz, una sonda de temperatura de fusión en la punta del tornillo y un medidor de diámetro óptico o de rayos X aguas abajo, todo ello ingresa a un PLC de control de línea con registro de datos para la trazabilidad de la producción.
- Manipulación de materiales: Una unidad de dosificación y mezcla gravimétrica o volumétrica para la adición de masterbatch aguas arriba de la tolva del extrusor, con un secador desecante para materiales sensibles a la humedad como nailon y TPU.
Una línea de revestimiento de fibra óptica bien especificada construida alrededor de una extrusora de alambres y cables adecuada puede amortizar su costo de capital en un plazo de 18 a 36 meses. en mercados con una fuerte demanda de implementación de fibra, siempre que se establezcan recetas de procesos, capacitación de operadores y sistemas de calidad antes del aumento de la producción.
Diferencia entre los requisitos del extrusor de cable de fibra óptica y de cobre
Los fabricantes que ya utilizan líneas de extrusión de cables y alambres de cobre a menudo preguntan si el mismo equipo se puede utilizar para el revestimiento de fibra óptica. La respuesta es: a veces, con modificaciones. Los cables de fibra óptica requieren un control de tensión mucho más preciso en el devanado (para evitar estresar las fibras del interior), y la alineación de la matriz de la cruceta es más crítica porque no hay ninguna prueba eléctrica (como continuidad o capacitancia) que detecte la desalineación de la matriz; la variación de la pared de la cubierta se muestra solo en pruebas mecánicas o fallas posteriores a la instalación. Además, si la extrusora existente se ha utilizado para el procesamiento de PVC, se debe purgar completamente antes de utilizar compuestos LSZH o PE para evitar la contaminación. Las líneas de extrusión dedicadas para revestimientos de fibra óptica, que no se comparten con la producción de cables de cobre, son las preferidas en operaciones preocupadas por la calidad.
Estándares y requisitos de cumplimiento de cables de fibra óptica
Los cables de fibra óptica vendidos en los mercados de telecomunicaciones, centros de datos, industriales y militares deben cumplir con una compleja red de estándares internacionales y regionales. El cumplimiento no es opcional: los principales operadores de redes y organismos de adquisiciones exigen informes de pruebas de aprobación de tipo de terceros antes de realizar pedidos, y algunas normas (como el rendimiento de la llama LSZH en edificios públicos de la UE) son obligatorias por ley.
| Estándar | Alcance | Región |
|---|---|---|
| ITU-T G.652 | Estándar SMF characteristics | Mundial |
| ITU-T G.657 | SMF insensible a la flexión para FTTH | Mundial |
| IEC 60794-1 | Métodos de prueba de cables de fibra óptica. | Mundial / EU |
| CEI 60794-3 | Cables de fibra óptica para exteriores | Mundial / EU |
| ANSI/ICEA S-87-640 | Cable de fibra óptica para planta exterior | América del Norte |
| TIA-568.3-D | Estándar de componentes de cableado de fibra óptica | América del Norte |
| EN 50399/IEC 60332 | Propagación de llamas y humo para cables. | UE (CPR) |
| MIL-PRF-85045 | Cable de fibra óptica para uso militar. | Estados Unidos (Defensa) |
El Reglamento de Productos de Construcción de la UE (CPR) merece una mención especial porque rige directamente la elección de los materiales de la cubierta y, por lo tanto, los requisitos del proceso de extrusión para los cables instalados en edificios europeos. Según CPR, los cables deben clasificarse desde Eca (rendimiento mínimo) hasta B2ca, B1ca y Aca (rendimiento más alto). Lograr la clasificación B1ca o Aca requiere compuestos LSZH con tasas de liberación de calor y producción de humo extremadamente bajas, compuestos que imponen requisitos exigentes al extrusor de alambres y cables en términos de uniformidad de la temperatura de fusión, control del tiempo de residencia y estabilidad de la presión del troquel.