Correo electrónico*: alice@gemwellgd.com
Correo electrónico*: alice@gemwellgd.com Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. Español
Español  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Contenido
- 1 What Is Extrusion — The Core Process Behind Every Wire and Cable
- 2 como un Extrusora de alambres y cables Realmente funciona
- 3 Tipos de extrusoras de alambres y cables por configuración
- 4 Materiales clave procesados en extrusoras de alambres y cables
- 5 Parámetros críticos que definen la calidad de la extrusión
- 6 Disposición de línea de extrusora de alambres y cables y equipos auxiliares
- 7 defectoos de extrusión en la producción de alambres y cables y cómo resolverlos
- 8 Selección de una extrusora de alambres y cables para sus requisitos de producción
- 9 Extrusión en aplicaciones de cables especializados
- 10 Prácticas de mantenimiento que prolongan la vida útil del extrusor de cables y alambres
- 11 Tendencias de la industria que dan forma a la extrusión de alambres y cables en la actualidad
What Is Extrusion — The Core Process Behind Every Wire and Cable
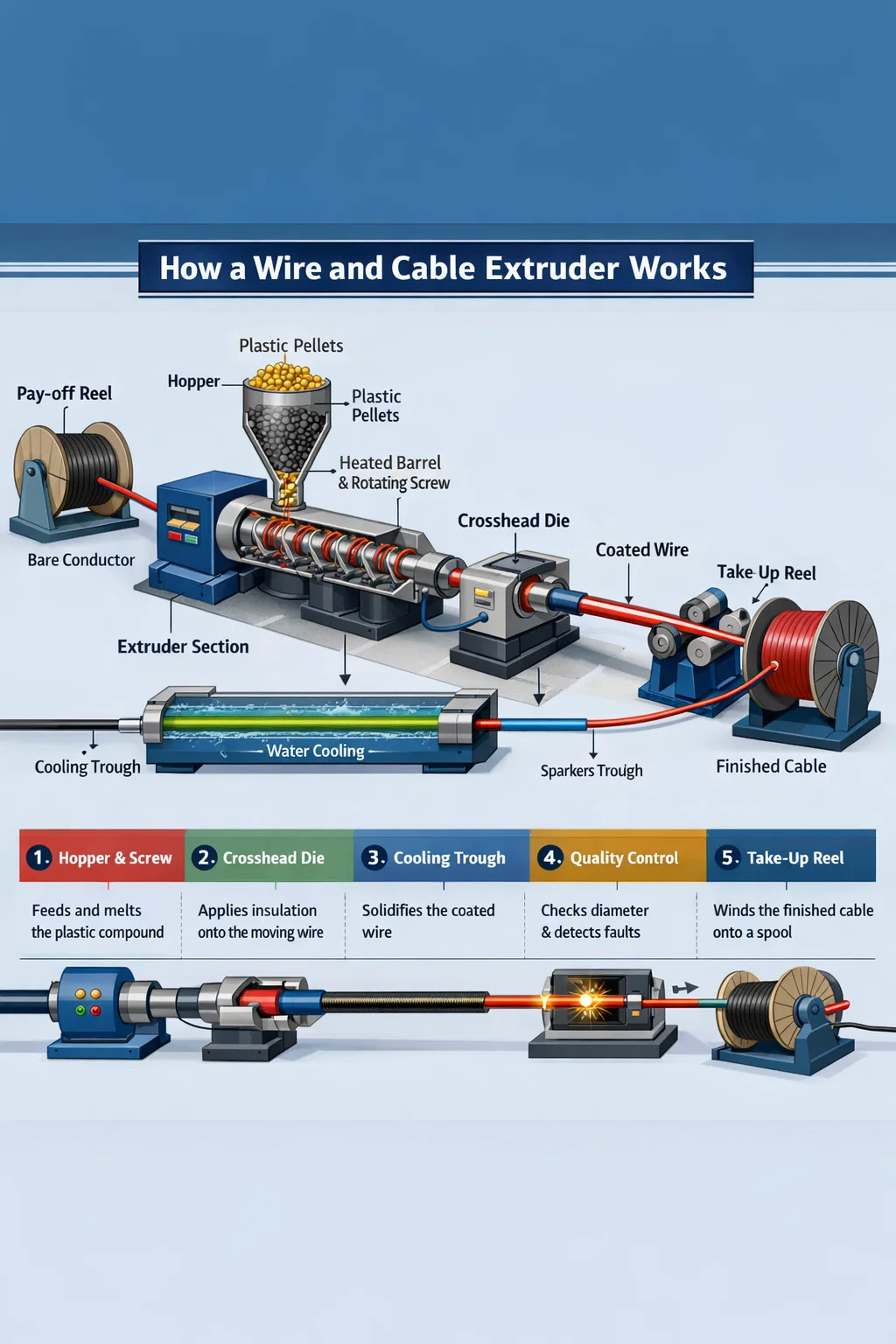
La extrusión es un proceso de fabricación continuo en el que la materia prima (normalmente un compuesto termoplástico o elastomérico) se funde y se fuerza a pasar a través de una matriz moldeada para producir un perfil de sección transversal uniforme. En la industria de alambres y cables, esto significa aplicar una capa aislante o de revestimiento directamente sobre un conductor en movimiento a velocidades que pueden exceder 1.200 metros por minuto en líneas de alta velocidad para cables de datos de calibre fino. El resultado es un recubrimiento consistente que protege el conductor, proporciona aislamiento eléctrico y cumple con tolerancias dimensionales de hasta ±0,01 mm en productos automotrices o de grado médico de primera calidad.
Unlike injection molding — which fills a closed mold and requires cycle time — extrusion is inherently inline and never stops. Una extrusora de alambre y cable introduce pellets o polvo en un barril calentado, un tornillo giratorio transporta y plastifica el compuesto, y el material fundido sale a través de una cruceta colocada alrededor del conductor. Luego, el alambre recubierto ingresa a una cubeta de enfriamiento, pasa a través de probadores de chispa y medidores de diámetro, y se enrolla en un carrete receptor, todo en una sola pasada ininterrumpida.
Comprender qué es la extrusión (y qué distingue a una extrusora de alambres y cables bien diseñada de una máquina de plásticos genérica) determina si su producto terminado cumple con las certificaciones UL, IEC o RoHS en la primera producción o después de costosas reelaboraciones.
como un Extrusora de alambres y cables Realmente funciona
un wire and cable extruder consists of several integrated subsystems. Cada uno desempeña un papel distinto en la conversión del compuesto bruto en un conductor dimensionalmente estable y eléctricamente aislado.
El conjunto de cilindro y tornillo
El cilindro es un cilindro de acero endurecido, típicamente con revestimiento bimetálico para resistencia a la abrasión cuando se utilizan compuestos rellenos como el retardante de llama LSZH (bajo en humo y cero halógenos). En el interior gira el tornillo, cuya geometría (profundidad de vuelo, relación de compresión y relación L/D (longitud-diámetro)) está diseñada para la familia de compuestos específica. El aislamiento de PVC comúnmente se coloca sobre tornillos con una relación L/D de 20:1 a 25:1 y una relación de compresión cercana a 3:1. El polietileno reticulado (XLPE) para cables de alimentación de media tensión exige un tornillo más largo y suave, a menudo de 30:1 L/D, para evitar una reticulación prematura en el cilindro. Colocar el tornillo incorrecto en una extrusora de alambres y cables provoca degradación, temperatura de fusión desigual y, en última instancia, rechazos.
Las temperaturas del barril están divididas en zonas (generalmente de cuatro a seis zonas independientes) que se elevan desde la garganta de alimentación hasta la sección de medición. Para el PVC estándar, esto podría significar temperaturas de zona de 150 °C, 165 °C, 175 °C y 180 °C hacia la matriz. XLPE se calienta a 200-220 °C en las zonas más tardías. Los controladores PID de precisión mantienen cada zona dentro de ±1 °C, porque una variación de 5 °C en la temperatura de fusión se traduce directamente en variación de la viscosidad y dispersión del espesor de la pared.
La cruceta: el corazón de la extrusión de alambre
Lo que separa a una extrusora de alambres y cables de una extrusora de perfiles estándar es la cruceta. El conductor ingresa a la cruceta en un ángulo de 90 grados (o en línea en algunas configuraciones) y sale coaxialmente a través del troquel. En el interior, el flujo de fusión se redirige alrededor del conductor mediante un torpedo o deflector, luego la matriz y la geometría de la punta hacen converger para depositar el aislamiento de manera uniforme en todas las posiciones del reloj.
Existen dos métodos de aplicación dentro del diseño de cruceta:
- Herramientas de presión — melt contacts the conductor inside the die, bonding under pressure. Se utiliza para la mayoría de las aplicaciones de aislamiento donde se requiere adherencia, como el cable de alimentación XLPE.
- Herramientas para tubos — la masa fundida forma un tubo que desciende sobre el conductor después de la salida de la matriz, dependiendo del vacío o de la relación de extracción. Común para cubiertas holgadas en cables multipolares.
El tamaño del troquel y la punta sigue las fórmulas de relación de reducción (DDR) y equilibrio de reducción (DDB). Un DDR entre 1,2 y 1,5 es un punto de partida típico para líneas de PVC de velocidad media. Exceder DDR 2.5 en LSZH puede introducir fractura por fusión: una superficie rugosa de piel de tiburón en el aislamiento que no pasa la prueba de chispa.
Canales de enfriamiento y equipos posteriores
Después de la matriz, el conductor revestido ingresa a una cubeta de refrigeración por agua. La longitud de la canaleta debe coincidir con la velocidad de la línea y el espesor de la pared aislante. Una regla general es que un conductor de PVC de pared de 1 mm que circula a 200 m/min requiere al menos 20 a 30 metros de refrigeración activa. Un enfriamiento insuficiente provoca una desviación dimensional a medida que el aislamiento caliente se deforma bajo la tensión del cabrestante. Algunas líneas de media tensión XLPE utilizan tubos de curado en seco en lugar de canales de agua para el control de la reticulación química, pero el agua sigue siendo el estándar para la mayoría de las líneas de extrusión de alambres y cables.
La instrumentación en línea no es negociable en las líneas modernas. Un medidor de diámetro láser inmediatamente después de la salida del troquel detecta la variación de la pared en tiempo real, devolviendo el control de circuito cerrado a la velocidad del tornillo del extrusor o a la velocidad de la línea. Los probadores de chispas con tensiones de 1 kV a 15 kV, dependiendo de la clase de aislamiento, detectan picaduras continuamente. Los monitores de capacitancia detectan excentricidad: los conductores descentrados se muestran como una variación de capacitancia en la frecuencia de rotación del cable.
Tipos de extrusoras de alambres y cables por configuración
No todas las extrusoras de alambres y cables son iguales. La configuración de línea elegida tiene un impacto directo en la gama de productos, el tiempo de cambio, la tasa de desperdicio y la inversión de capital.
| Tipo de extrusora | Diámetro típico del tornillo | Aplicación primaria | Velocidad máxima de línea |
|---|---|---|---|
| Un solo tornillo (diámetro liso) | 25-150 milímetros | Aislamiento y revestimiento de PVC | Hasta 800 m/min (calibre fino) |
| Monohusillo (alimentación ranurada) | 45-120 milímetros | Compuestos HDPE, LSZH, PP | Hasta 600 m/min |
| Doble tornillo (co-rotativo) | 35-90 milímetros | Compuesto LSZH, base XLPE | Recubrimiento compuesto, no directo |
| Extrusora doble en tándem | Dos tornillos, de 45 a 90 mm cada uno | Chaqueta aislante de doble capa | Hasta 500 m/min |
| Triple capa (coextrusión) | Tres extrusoras alimentando un troquel. | MV/HV XLPE con pantallas semiconductoras | 15–30 m/min (cable grande) |
Líneas de extrusión de un solo tornillo
La extrusora de alambres y cables de un solo tornillo domina los volúmenes de producción en todo el mundo. Su simplicidad (un tornillo, un cilindro, una unidad) significa un menor costo de mantenimiento y un cambio de tornillo más rápido para las transiciones de productos. Una extrusora monohusillo de 60 mm que funciona a 120 rpm puede ofrecer 180-220 kg/hora de compuesto de PVC, suficiente para recubrir un cable de construcción de 1,5 mm² a 400 m/min. Para la producción de cables de datos de alta velocidad (Cat 6A, Cat 8), extrusoras emparejadas de 30 a 45 mm aplican aislamiento de conductor individual a velocidades de línea superiores a 1000 m/min.
Líneas en tándem y coextrusión
Para cables que requieren dos o más capas discretas, como un aislamiento XLPE con una cubierta de PVC adherida o un cable automotriz con una capa de franjas de colores sobre una base blanca, las líneas en tándem o de coextrusión alimentan compuestos separados en una cruceta de doble canal. Esto elimina una pasada de rebobinado, lo que ahorra entre un 15% y un 25% en costos de procesamiento en productos multicapa. La triple coextrusión es obligatoria para el cable XLPE de media tensión donde las pantallas semiconductoras internas y externas deben unirse al aislamiento mientras aún están fundidas, sin contaminación en las interfaces.
Materiales clave procesados en extrusoras de alambres y cables
La selección del material impulsa todas las especificaciones del extrusor: geometría del tornillo, metalurgia del cilindro, perfil de temperatura y capacidad de enfriamiento. A continuación se muestran las principales familias de compuestos y sus características de procesamiento.
PVC (Cloruro de polivinilo)
El PVC sigue siendo el compuesto más procesado en las extrusoras de alambres y cables a nivel mundial y representa aproximadamente 35–40% de todo el volumen de aislamiento del cable por peso. Se procesa fácilmente entre 160 y 190 °C, acepta una amplia gama de paquetes de plastificantes y aditivos retardantes de llama y es rentable. El desafío es la sensibilidad térmica: por encima de 200 °C o con un corte excesivo, el PVC se degrada y libera HCl, que corroe el cañón y la cruceta. Los tornillos para PVC utilizan relaciones de compresión relativamente bajas (2,5–3,0:1) y paletas pulidas y cromadas para reducir la adhesión.
XLPE (Polietileno reticulado)
XLPE es el aislamiento estándar para cables de alimentación de media tensión (1–35 kV) y alta tensión. La reacción de reticulación, ya sea iniciada por peróxido o curada por humedad con silano, debe ocurrir después del troquel, no dentro del cilindro de la extrusora. Esto limita el diseño del tornillo para evitar un calentamiento excesivo y requiere un tornillo más largo y de baja compresión. Los tubos de nitrógeno de curado en seco mantienen temperaturas superiores a 200 °C para sistemas de peróxido y luego una zona de enfriamiento antes del cabrestante. Los sistemas Silane-XLPE utilizan una extrusora de un solo tornillo más simple, pero requieren una sauna posterior a la extrusión o un baño de agua caliente para completar la reacción de reticulación.
Compuestos LSZH/LSOH
Los compuestos de bajo humo y cero halógenos (LSZH) se formulan con cargas minerales (trihidrato de aluminio (ATH) o hidróxido de magnesio) en cargas del 50 al 65 % en peso. Estas cargas hacen que el LSZH sea muy abrasivo y aumentan significativamente la viscosidad de la masa fundida en comparación con el PVC. Las extrusoras de alambres y cables que funcionan con LSZH requieren cilindros bimetálicos (superficie de desgaste mínima de 60 HRC), tornillos de aleación endurecida y crucetas de mayor diámetro para gestionar la mayor caída de presión. Las tasas de producción son entre un 20% y un 30% más bajas que las tiradas de PVC equivalentes y las velocidades de la línea generalmente tienen un límite de 200 a 400 m/min, según el ancho. LSZH es obligatorio en túneles, embarcaciones marinas, plataformas marinas y edificios públicos según las normas contra incendios IEC 60332 y EN 50266.
Fluoropolímeros (PTFE, FEP, ETFE)
Los cables aislados con fluoropolímero se utilizan en aplicaciones aeroespaciales, militares y industriales de alta temperatura donde se requiere un servicio continuo a 150–260 °C. El PTFE es técnicamente un proceso de extrusión de pasta (extrusión de ariete), no una extrusión de tornillo convencional. El FEP y el ETFE se pueden procesar por fusión en extrusoras especializadas de alambres y cables con rutas de fusión totalmente revestidas de PTFE o una construcción de aleación de níquel; los fluoropolímeros son corrosivos para el acero estándar a temperaturas de procesamiento de 340 a 380 °C. Las tasas de producción son bajas y los costos de herramientas son altos, pero la prima de rendimiento justifica la inversión en haces de cables de aviación y mazos de cables electrónicos.
TPE, TPU y compuestos similares al caucho
Los elastómeros termoplásticos (TPE) y el poliuretano termoplástico (TPU) han crecido rápidamente en aplicaciones de cables para automoción, robótica y herramientas eléctricas portátiles, reemplazando al caucho vulcanizado en muchos casos. Son extruibles en extrusoras de alambres y cables estándar con una modesta modificación del tornillo, se procesan a 190-220 °C y eliminan por completo el paso de vulcanización. El TPU en particular ofrece una excelente resistencia a la abrasión (de 10 a 50 veces mayor que el PVC), lo que lo convierte en la cubierta preferida para cables de cadenas portacables y cables de robots industriales que se flexionan durante millones de ciclos.
Parámetros críticos que definen la calidad de la extrusión
La calidad en la extrusión de alambres y cables no es una variable única. Es el resultado de controlar varios parámetros interdependientes simultáneamente, a menudo mediante automatización de circuito cerrado en líneas modernas.
Excentricidad y uniformidad del espesor de la pared.
La excentricidad (la posición descentrada del conductor dentro del aislamiento) afecta directamente la rigidez dieléctrica del cable y su capacidad para pasar pruebas de resistencia a alto voltaje. IEC 60227 y UL 44 especifican valores máximos de excentricidad; para un cable de construcción de PVC de 1,5 mm² con una pared nominal de 0,7 mm, la pared mínima no debe caer por debajo 80% del valor nominal en cualquier punto. Esto significa que la excentricidad máxima es de ±0,14 mm en una pared de 0,7 mm. Lograr esto consistentemente a 500 m/min requiere una cruceta controlada por concentricidad con pernos de centrado de matriz, una guía de conductor aguas arriba e, idealmente, un monitor de capacitancia en línea que retroalimente a los actuadores de la cruceta.
Estabilidad de la temperatura y la presión de fusión
La presión de la masa fundida en el cabezal de la matriz es un indicador principal de la estabilidad del proceso. Las fluctuaciones de presión (causadas por la vibración del tornillo, la alimentación inconsistente de los pellets o los tornillos desgastados) aparecen directamente como variación del diámetro en el cable terminado. Una extrusora de alambre y cable estable mantiene la variación de la presión de fusión por debajo de ±2 bar en estado estable. Algunas líneas utilizan una bomba de engranajes entre la extrusora y la cruceta específicamente para desacoplar la variación de salida del tornillo de la presión del troquel, lo que permite un control del diámetro de ±0,003 mm, lo que se requiere para cables coaxiales de precisión y cubiertas de tubos sueltos de fibra óptica.
Control de velocidad de línea y cabrestante
El cabrestante (unidad de arrastre) establece la relación de extracción y controla directamente el diámetro del aislamiento final. Un cabrestante servoaccionado con retroalimentación de tensión del rodillo oscilante responde a las lecturas del calibre de diámetro entre 50 y 100 ms en los controles de línea CNC modernos. Una regulación estricta de la velocidad (mejor que una variación de velocidad de ±0,1%) es esencial para el aislamiento de paredes delgadas donde incluso una variación de velocidad del 0,5% produce un cambio de diámetro mensurable. La velocidad de la línea también es el principal factor de rendimiento: duplicar la velocidad de la línea de 200 a 400 m/min duplica la producción en la misma extrusora, por lo que la estabilidad del cabrestante impacta directamente en la rentabilidad.
Calidad de la superficie y rendimiento de la prueba de chispa
Los defectos de la superficie (hoyos, burbujas, rayas o textura rugosa) pueden enmascararse como fallas eléctricas en las pruebas de chispa. Las burbujas en el aislamiento son causadas por la humedad en el compuesto (que se soluciona secando previamente los gránulos por debajo del 0,05 % de humedad), aditivos volátiles o aire disuelto en la masa fundida. Las rayas a menudo indican material degradado o contaminación en la cruceta. Una línea limpia de extrusión de alambres y cables realiza pruebas de chispa continuas al 100 % de la producción, con tasas de aprobación superiores al 99,8 % siendo el punto de referencia de la industria para líneas de aislamiento de volumen.
Disposición de línea de extrusora de alambres y cables y equipos auxiliares
Una línea completa de extrusión de alambres y cables es más que la propia extrusora. La disposición del equipo auxiliar determina el desperdicio inicial, el tiempo de cambio y la consistencia dimensional del producto final.
Una línea aislante típica desde el desenrollado hasta la recogida incluye:
- unidad de liquidación — sostiene el carrete conductor desnudo, a menudo con un brazo oscilante controlado por tensión y capacidad de cambio de carrete (devanado activo o estático). El carrete pesa hasta 3.000 kg para cables eléctricos de gran calibre.
- Plancha y precalentador — endereza el conductor enrollado y elimina la humedad u oxidación de la superficie, mejorando la adhesión del aislamiento. El precalentamiento del conductor a 60–120 °C es estándar para el cable de alimentación XLPE.
- Extrusora de alambres y cables con cruceta — la unidad central, aplicando aislamiento o cubierta.
- Comederos de refrigeración — refrigeración por agua, normalmente en dos o tres secciones en serie con temperatura decreciente (caliente, templada, fría) para evitar choques térmicos y tensiones residuales en el aislamiento.
- Medición en línea — medidor láser de diámetro exterior, monitor de capacitancia, probador de chispa y, opcionalmente, un escáner de rayos X del espesor de pared para cables de precisión.
- Cabrestante y bailarina — unidad de arrastre que mantiene la tensión y la velocidad de la línea.
- Unidad de marcado — unidad de inyección de tinta o grabado para marcas de medidores, clasificación de voltaje, certificaciones estándar y codificación de colores.
- Recogida/devanado — bobinadora o torsionadora de tambor, con corte y transferencia automático en líneas equipadas con acumulador para evitar paradas de línea.
La longitud total de la línea varía desde 20 metros para una línea aislante de cables de construcción pequeña hasta más de 150 metros para una línea XLPE de media tensión con tubos de curado largos. La planificación del espacio del piso y la alineación adecuada de todas las unidades sobre un marco de base de acero rígido son fundamentales: una desalineación entre el devanador y la cruceta de tan solo 2 a 3 mm a alta velocidad provoca vibraciones en los conductores y picos de excentricidad.
defectoos de extrusión en la producción de alambres y cables y cómo resolverlos
Incluso las líneas de extrusión de alambres y cables en buen estado encuentran defectos durante la producción. Reconocer rápidamente la causa evita tiradas prolongadas de desechos.
| Defect | Causa más común | Acción correctiva |
|---|---|---|
| Variación del diámetro (cíclico) | Sobretensión del tornillo, punta del tornillo desgastada o presión de fusión inestable | Instalar la bomba de engranajes; inspeccionar y reemplazar los componentes de tornillos desgastados |
| Burbujas/huecos en el aislamiento. | Humedad compuesta superior al 0,05%; plastificantes volátiles | Secar previamente el compuesto durante 2 a 4 h a 70–80 °C; revisar el paquete de aditivos |
| Superficie rugosa/piel de tiburón | Fractura por fusión: velocidad excesiva de corte de la pared del troquel | Aumentar la temperatura del troquel; reducir la velocidad de la línea; utilizar ayuda de procesamiento |
| Alta excentricidad | Vibración de conductores; punta del troquel desalineada; desgaste del tubo guía | Vuelva a centrar la cruceta; reemplace el tubo guía; comprobar la tensión del conductor |
| Rayas/decoloración | Retenciones de material degradado en zonas muertas de crucetas | Cruceta de purga; desmontar y limpiar; comprobar las zonas muertas en el troquel |
| Fallos en la prueba de chispa (estenopeo) | Contaminación; burbujas; punto delgado por excentricidad | Compuesto de pantalla; abordar la excentricidad; revisar la limpieza del material |
Selección de una extrusora de alambres y cables para sus requisitos de producción
La elección del extrusor de alambres y cables adecuado comienza con una definición clara de la gama de productos, las familias de compuestos, el rendimiento requerido y las limitaciones de espacio. Las especificaciones clave que se deben definir antes de solicitar cotizaciones de máquinas incluyen:
- Rango de tamaño de conductor — desde el mínimo (p. ej., 0,1 mm² para cable de datos) hasta el máximo (p. ej., 300 mm² para cable de alimentación). Esto determina el tamaño del orificio de la cruceta y el diámetro del tornillo.
- Familia de compuestos y espesor de pared. — PVC/LSZH/XLPE cada uno requiere una geometría de tornillo específica. El espesor mínimo de pared impulsa la selección de matrices y puntas.
- Producción objetivo en kg/h — calculado a partir de la velocidad de la línea × el peso lineal del cable aislado. Esto dimensiona el diámetro del tornillo extrusor y el motor de accionamiento.
- Tolerancias dimensionales requeridas — las tolerancias estándar de los cables de construcción (IEC 60227) se pueden lograr con retroalimentación de calibre básica, mientras que los estándares automotrices (ISO 6722) o aeroespaciales requieren bombas de engranajes y mediciones de pared con rayos X.
- Número de capas — El aislamiento de una sola capa versus el de doble capa (revestimiento de aislamiento) versus la coextrusión triple determina si se necesita una línea de coextrusión simple, en tándem o completa.
- Nivel de automatización — El cambio de carrete, el empalme y el control de diámetro de circuito cerrado totalmente automatizados añaden costos de capital pero reducen la mano de obra y los desechos iniciales en líneas de alta velocidad entre un 30% y un 60%.
A Extrusora de alambres y cables de 60 mm. con un tornillo L/D 25:1, una bomba de engranajes y un medidor láser en línea es una especificación inicial común para una línea de aislamiento de cables de construcción de PVC/LSZH de uso general en el rango de 0,75 a 16 mm². Espere precios de línea instalada de $300 000 a $800 000 USD según el nivel de automatización y el mercado. Para la producción de cables de media tensión XLPE, las líneas de coextrusión triple comienzan desde $2 millones y pueden exceder los $8 millones para torres verticales VCV de curado en seco completo.
Extrusión en aplicaciones de cables especializados
Cables de mazo de cables para automóviles
Los cables para mazos de cables para automóviles se encuentran entre los más exigentes en términos de consistencia dimensional y rendimiento. Una típica planta de mazos de cables OEM para automóviles consume millones de metros por día de cable aislado en calibres de 0,13 mm² a 6 mm². Las líneas de extrusión de alambres y cables para este sector operan a 600-1200 m/min en calibre fino, con espesores de pared tan bajos como 0,15 mm en conductor de 0,13 mm². Las opciones de compuestos incluyen PVC (estándar), XLPE y, cada vez más, ETFE o PP para zonas de alta temperatura cerca del motor donde se requieren clasificaciones continuas de 125 °C o 150 °C. El aislamiento codificado por colores es fundamental para el ensamblaje del arnés, por lo que la combinación precisa de colores con comprobaciones colorimétricas en línea es estándar en las líneas automotrices.
Cable submarino y de alta tensión
En el extremo opuesto en términos de escala, el cable de energía submarino y el cable terrestre de voltaje extra alto (EHV) utilizan las configuraciones de extrusora de cables y alambres más grandes disponibles. Las secciones transversales de conductor de 500 mm² a 2500 mm² requieren líneas de coextrusión triples donde la pantalla semiconductora interior, el aislamiento XLPE y la pantalla semiconductora exterior se aplican en una sola pasada a 3-10 m/min. Los espesores de pared aislante de 15 a 25 mm exigen un rendimiento volumétrico extremadamente alto de grandes extrusoras de tornillo (de 120 a 200 mm de diámetro) y largos tubos de curado con nitrógeno de 50 a 80 metros. Los requisitos de limpieza del aislamiento en la clase de cable de 220 a 525 kV son extraordinarios: las partículas metálicas de más de 125 micrones en el XLPE están prohibidas, lo que requiere manipulación de compuestos ultralimpios y áreas de ensamblaje de sala blanca alrededor de la cruceta.
Cables de Datos y Telecomunicaciones
El cableado estructurado para Ethernet Cat 6, Cat 6A y Cat 8, así como los cables coaxiales para distribución de banda ancha, impone estrictos requisitos de uniformidad de capacitancia e impedancia en lugar de demandas de tensión soportada. Para Cat 6A de núcleo sólido, el aislamiento suele ser FEP espumado o HDPE sólido en una pared de 0,25 a 0,35 mm sobre un conductor de 0,57 mm, producido a 800 a 1000 m/min. El proceso de formación de espuma, ya sea física con inyección de nitrógeno o química con azodicarbonamida, reduce la constante dieléctrica de 2,3 (HDPE sólido) a 1,5-1,8 (espumado), que es lo que permite que Cat 6A alcance un ancho de banda de 500 MHz. El control del diámetro en un extrusor de cable y alambre con aislamiento de espuma debe ser más estricto que ±0,005 mm para mantener la impedancia dentro de la tolerancia de ±3 Ω de los estándares TIA-568.
Prácticas de mantenimiento que prolongan la vida útil del extrusor de cables y alambres
Una extrusora de alambres y cables es un activo que requiere mucho capital. Un mantenimiento adecuado se traduce directamente en tiempo de actividad, calidad constante y vida útil del tornillo/barril medida en años en lugar de meses.
- Monitoreo del desgaste del husillo y del cilindro — medir el diámetro del orificio del cañón y el diámetro de la hélice cada 6 a 12 meses utilizando instrumentos calibrados. Cuando la holgura diametral entre el tornillo y el cilindro supera los 0,4–0,6 mm (dependiendo del tamaño del tornillo), la consistencia de la salida disminuye y el flujo de fuga aumenta. Reemplazar el tornillo antes de que el cilindro alcance la misma etapa de desgaste suele ser más rentable que reemplazar ambos simultáneamente.
- Frecuencia de limpieza de cruceta — El LSZH y los compuestos pigmentados requieren el desmontaje y la limpieza de la cruceta cada 8 a 24 horas de producción para eliminar las acumulaciones de material degradado. El compuesto natural de PVC en una línea limpia puede funcionar entre 200 y 500 horas entre limpiezas. Un ciclo de purga programado que utiliza un compuesto de purga termoestable antes del apagado elimina los residuos sin desarmar y extiende el intervalo.
- Inspección del calentador de barril y termopar. — Las bandas calefactoras y los termopares defectuosos provocan anomalías en las zonas de temperatura que a menudo se diagnostican erróneamente como problemas de compuestos o tornillos. Reemplace los termopares como medida preventiva cada 12 a 18 meses; Inspeccione trimestralmente las abrazaderas del calentador para detectar aflojamientos y puntos calientes.
- Servicio de transmisión y caja de cambios. — las cajas de engranajes de la extrusora funcionan bajo cargas de par cíclicas elevadas. Siga los intervalos de cambio de aceite para engranajes especificados por el OEM, generalmente cada 4000 a 8000 horas. El análisis de vibraciones en la caja de cambios dos veces al año identifica el desgaste de los rodamientos antes de fallas catastróficas y tiempos de inactividad no programados.
- Calibración del medidor y del probador de chispa. — Los medidores de diámetro láser requieren una calibración mensual con respecto a objetivos de referencia rastreables por el NIST. Los probadores de chispas deben verificarse con un feriado conocido (un agujero en el aislamiento) al comienzo de cada turno; un probador de chispas no calibrado que no detecta fallas es peor que no tener ningún probador.
Tendencias de la industria que dan forma a la extrusión de alambres y cables en la actualidad
La tecnología de extrusión de alambres y cables está evolucionando junto con el cambio más amplio de la industria del cable hacia la infraestructura de carga de vehículos eléctricos, la interconexión de energía renovable y las redes de datos de alta velocidad.
Demanda de cables de carga para vehículos eléctricos
Los cables de carga rápida de CC para vehículos eléctricos requieren cubiertas flexibles de TPU o silicona capaces de manejar corriente continua de hasta 500 A a 1000 V CC, con radios de curvatura inferiores a 30 mm a -40 °C. Estos cables utilizan diseños de conductores refrigerados por líquido con aislamiento extruido sobre un tubo de cobre que transporta fluido refrigerante. Las líneas de extrusión de alambres y cables para este producto deben manejar múltiples aplicaciones de capas simultáneas (aislamiento sobre el conductor de cobre, revestimiento sobre el conjunto) y al mismo tiempo mantener las propiedades de flexibilidad que permiten que el cable cuelgue y retroceda miles de veces en servicio. Se pronostica que la demanda mundial de cables de carga para vehículos eléctricos crecerá a más de 20% CAGR hasta 2030 , impulsando una importante inversión en nueva capacidad de extrusión de alambres y cables.
Industria 4.0 y Líneas de Extrusión Digital
Los modernos sistemas de control de extrusores de cables y alambres conectan todos los componentes de la línea (accionamiento del extrusor, temperaturas del cilindro, bomba de engranajes, medidor de diámetro, cabrestante y recogida) a través de un único PLC o HMI basado en PC con gestión de recetas y registro de datos SPC. Las líneas de extrusión digitales almacenan recetas de procesos para cientos de tipos de cables, lo que elimina la configuración manual y permite el cambio de productos sin herramientas en menos de 15 minutos en sistemas bien diseñados. La conectividad OPC-UA permite que la línea introduzca datos de producción en tiempo real en sistemas MES y ERP, lo que permite la trazabilidad desde el lote compuesto hasta el carrete terminado, una capacidad obligatoria para la certificación automotriz IATF 16949 y cada vez más requerida para proyectos de cables de servicios públicos.
Extrusión de compuestos sostenibles y reciclables
La presión regulatoria bajo el Plan de Acción de Economía Circular de la UE y las regulaciones REACH está acelerando el cambio de aislamientos termoestables no reciclables (XLPE) y halogenados (PVC) hacia alternativas termoplásticas XLPE (TR-XLPE, HFFR-TP) que pueden reciclarse al final de su vida útil. Estos nuevos compuestos se pueden procesar en plataformas extrusoras de alambres y cables existentes con modificación de tornillo, pero requieren ventanas de proceso más estrechas y un control de temperatura más preciso que el PVC tradicional. Los proveedores de compuestos y los fabricantes de equipos originales de extrusoras están desarrollando conjuntamente nuevas geometrías de herramientas y recubrimientos de cilindros para manejar estos materiales de manera eficiente, y varias líneas comerciales ya utilizan compuestos TR-XLPE para cables de media tensión a escala de producción en Europa y Asia.