Correo electrónico*: alice@gemwellgd.com
Correo electrónico*: alice@gemwellgd.com Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. Español
Español  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Contenido
- 1 ¿Qué significan realmente los alambres y cables?
- 2 Componentes principales: qué constituye un alambre o cable
- 3 Principales tipos de alambres y cables y sus aplicaciones
- 4 El papel de un Extrusora de alambres y cables en Manufactura
- 5 Parámetros técnicos clave de una extrusora de alambres y cables
- 6 Tecnologías de reticulación en extrusión de cables
- 7 Aislamiento and Jacketing Materials: How They Affect Extruder Selection
- 8 Control de Calidad en Extrusión de Alambres y Cables
- 9 Estándares y certificaciones de alambres y cables
- 10 Impulsores del crecimiento: dónde se está expandiendo la demanda de alambres y cables
- 11 Elegir el extrusor de cables y alambres adecuado: consideraciones prácticas
¿Qué significan realmente los alambres y cables?
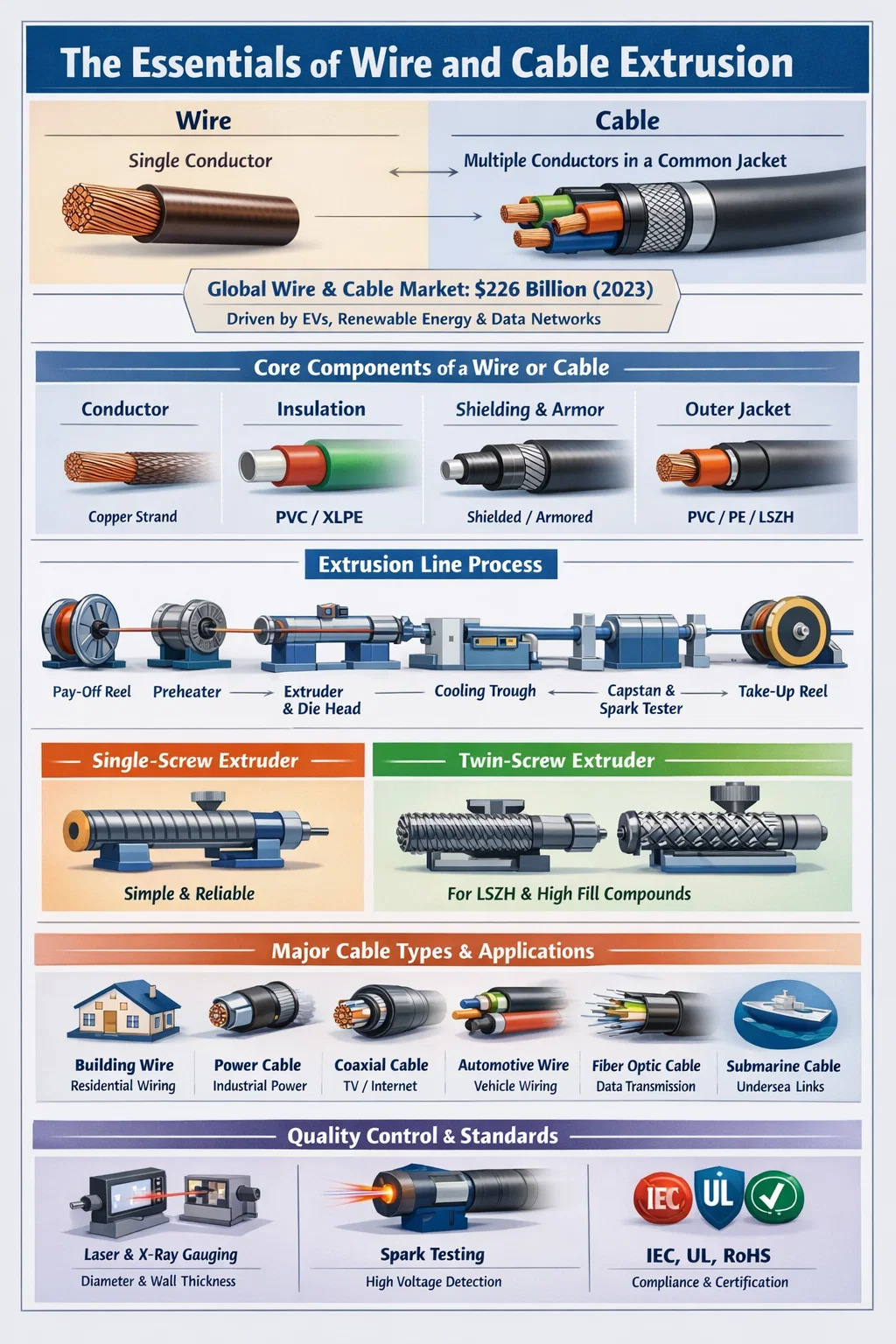
Alambre y cable son la columna vertebral de la infraestructura eléctrica moderna; sin embargo, muchas personas usan estos dos términos indistintamente cuando son técnicamente distintos. Un cable es un solo conductor (generalmente un hilo de metal, más comúnmente cobre o aluminio), mientras que un cable es un conjunto de dos o más conductores agrupados dentro de una funda o cubierta común. Esta distinción es de gran importancia en la fabricación, la instalación y el cumplimiento normativo.
En términos prácticos, se podría utilizar un cable de cobre desnudo para la conexión a tierra, mientras que un cable multipolar aislado con PVC transporta energía en un edificio residencial. El mercado mundial de alambres y cables estaba valorado en aproximadamente 226 mil millones de dólares en 2023 y se prevé que crezca de manera constante, impulsado por la urbanización, la expansión de la infraestructura de vehículos eléctricos y los proyectos de energía renovable. Comprender la diferencia entre alambre y cable es fundamental para seleccionar los materiales, el proceso de fabricación y el equipo adecuados, incluido el extrusor de alambre y cable adecuado.
Componentes principales: qué constituye un alambre o cable
Ya sea que esté mirando un cable de conexión simple o un cable de alimentación de alto voltaje, la estructura fundamental sigue un patrón consistente. Cada capa cumple una función protectora o funcional específica.
Director de orquesta
El conductor es el núcleo eléctricamente activo. El cobre sigue siendo el material dominante debido a su conductividad (aproximadamente 58 MS/m), pero el aluminio se utiliza ampliamente en líneas aéreas de transmisión debido a su menor costo y peso más ligero. Los conductores pueden ser sólidos o trenzados. Los conductores trenzados ofrecen una mayor flexibilidad y se prefieren en aplicaciones donde los cables se doblan o mueven con frecuencia.
Aislamiento
El aislamiento rodea cada conductor para evitar fugas eléctricas y cortocircuitos. Los materiales aislantes comunes incluyen PVC (cloruro de polivinilo), XLPE (polietileno reticulado), LSZH (libre de halógenos y bajas emisiones de humo) y compuestos de caucho. La elección depende del voltaje de funcionamiento, el rango de temperatura y las condiciones ambientales. El aislamiento XLPE puede soportar temperaturas de hasta 90 °C de forma continua y hasta 250 °C en condiciones de cortocircuito. , convirtiéndolo en estándar en cables de media y alta tensión.
Blindaje y armadura
Algunos cables incluyen blindaje metálico (cinta de cobre, papel de aluminio o cables trenzados) para bloquear las interferencias electromagnéticas. Los cables blindados añaden una capa de alambre de acero o cinta de acero para protección mecánica en aplicaciones subterráneas o industriales.
Chaqueta exterior
La chaqueta exterior es la capa protectora final que mantiene todo unido y proporciona resistencia contra la humedad, los productos químicos, la radiación UV y la abrasión mecánica. El PVC es el material de cubierta más común a nivel mundial, aunque el uso de PE (polietileno) y TPU (poliuretano termoplástico) está aumentando para aplicaciones especiales.
Principales tipos de alambres y cables y sus aplicaciones
La industria de alambres y cables cubre una enorme gama de tipos de productos. Cada categoría está diseñada para un conjunto específico de requisitos eléctricos, mecánicos y ambientales.
| Tipo de cable | Aplicación típica | Aislamiento Material | Rango de voltaje |
|---|---|---|---|
| Cable de construcción (NM-B, THHN) | Cableado residencial | PVC / nailon | Hasta 600V |
| Cable de alimentación | Distribución de energía industrial | XLPE/EPR | 1kV – 500kV |
| Cable coaxial | TV, internet, señal RF | PE espuma/PE sólido | Bajo voltaje |
| Cable automotriz | Arnés de cableado del vehículo | PVC/XLPE/TPU | 12V – 800V (VE) |
| Cable de fibra óptica | Transmisión de datos | LSZH/PE | N/A (óptico) |
| Cable submarino | Enlaces submarinos de energía/datos | XLPE | Hasta 525 kV (HVDC) |
Cada una de estas categorías requiere un proceso de extrusión específico, y la extrusora de alambre y cable utilizada debe adaptarse a la viscosidad del material, el espesor de pared requerido y la velocidad de producción.
El papel de un Extrusora de alambres y cables en Manufactura
La extrusora de alambres y cables es el equipo central de la línea de producción. Su función principal es aplicar aislamiento, revestimiento u otras capas de polímero sobre un conductor fundiendo material termoplástico o termoestable y empujándolo a través de una matriz alrededor del cable a alta velocidad. Sin una extrusora configurada correctamente, es imposible lograr un espesor de pared constante, una buena adhesión y las propiedades mecánicas requeridas por estándares como IEC 60228, UL 44 o RoHS.
Una línea típica de extrusión de alambres y cables incluye los siguientes componentes que trabajan en secuencia: un carrete desenrollador que alimenta el conductor desnudo, un precalentador, el propio extrusor con su cabezal de troquel, una canal de enfriamiento, un cabrestante o unidad de arrastre, un probador de chispa para la detección de defectos y un carrete receptor. Cada estación debe estar sincronizada con precisión. Incluso una variación del 5% en la velocidad de la línea puede causar desviaciones en el espesor de la pared que no cumplen con los requisitos de tolerancia dimensional.
Extrusoras de un solo tornillo versus extrusoras de doble tornillo
La configuración más común en la fabricación de alambres y cables es la extrusora de un solo tornillo , que se ve favorecido por su simplicidad, confiabilidad y bajo costo de mantenimiento. Las máquinas de un solo tornillo manejan eficazmente PVC, PE, XLPE y la mayoría de los materiales de cubierta estándar. Las relaciones L/D (longitud-diámetro) de los tornillos suelen oscilar entre 20:1 y 30:1 para aplicaciones de alambres y cables.
Las extrusoras de doble tornillo, tanto corotativas como contrarrotativas, se utilizan cuando el compuesto requiere una mezcla intensiva, por ejemplo, cuando se producen compuestos LSZH (bajo contenido de humo y cero halógenos) que contienen altas cargas de cargas minerales como ATH (trihidrato de aluminio). Estos rellenos pueden exceder el 60% en peso en el compuesto, lo que hace que una dispersión completa sea fundamental para cumplir con los estándares de comportamiento ante incendios como EN 60332.
Extrusión en tándem y de doble capa
Para cables que requieren dos capas de polímero distintas, como una capa semiconductora más una capa aislante en cables de media tensión, se utiliza la extrusión en tándem (dos extrusoras en serie) o la coextrusión de triple capa (tres extrusoras que alimentan un cabezal común simultáneamente). La triple coextrusión garantiza que las tres capas estén unidas mientras aún están calientes, lo cual es esencial para los cables XLPE donde las interfaces deben estar limpias y sin espacios para evitar descargas parciales en altos voltajes.
Parámetros técnicos clave de una extrusora de alambres y cables
Al especificar o evaluar una extrusora de alambres y cables, varios parámetros técnicos determinan si la máquina es adecuada para un producto determinado y un requisito de rendimiento.
- Diámetro del tornillo: Varía desde 30 mm para aislamiento de cables finos hasta 150 mm o más para revestimientos de cables pesados. Los diámetros de tornillo más grandes ofrecen un mayor rendimiento pero requieren más potencia de accionamiento.
- Relación L/D: Una relación L/D más alta proporciona una mejor plastificación y mezcla. Para PVC, lo típico es 24:1 a 28:1; para PE y XLPE, lo común es de 25:1 a 30:1.
- RPM del tornillo y tasa de salida: Las extrusoras modernas de alta velocidad para cables de telecomunicaciones pueden funcionar a velocidades de tornillo superiores a 200 RPM, alcanzando velocidades de línea de 1.000 m/min o más para aislamiento de paredes delgadas en conductores pequeños.
- Zonas de temperatura: El cañón está dividido en múltiples zonas de calentamiento controladas independientemente (normalmente de 4 a 8). El control preciso de la zona evita la degradación térmica de materiales sensibles al calor como el PVC, que comienza a degradarse por encima de los 200 °C.
- Diseño del cabezal de troquel: Los cabezales de troquelado a presión y los cabezales de troquelado para tubos tienen diferentes propósitos. Los troqueles a presión crean un contacto íntimo entre el aislamiento y el conductor; Los troqueles de tubo dejan un pequeño espacio de aire y se utilizan donde el aislamiento no debe unirse al conductor.
- Sistema de accionamiento: Los variadores vectoriales de CA con retroalimentación de circuito cerrado ahora son estándar, lo que permite un control preciso de la velocidad y mejoras en la eficiencia energética del 15 al 25 % en comparación con los sistemas de variadores de CC más antiguos.
La selección del material también afecta el diseño del extrusor. El PVC es sensible al corte y requiere una geometría de tornillo cuidadosa para evitar el sobrecalentamiento localizado. El XLPE destinado a la reticulación a través de tubos CV (vulcanización continua) debe procesarse a temperaturas de fusión controladas para evitar la reticulación prematura dentro de la extrusora, un fenómeno llamado "quemadura".
Tecnologías de reticulación en extrusión de cables
Para cables de alimentación de media y alta tensión, la reticulación del aislamiento de polietileno lo transforma de termoplástico a termoestable, mejorando drásticamente su resistencia al calor y su rendimiento eléctrico a largo plazo. La extrusora de alambres y cables debe ser compatible con el método de reticulación elegido.
Reticulación de peróxido (líneas CV)
El método más utilizado para cables de alta tensión. Después de que la extrusora aplica el compuesto XLPE, el cable pasa a través de un tubo de vulcanización continua (CV) lleno de nitrógeno a presión elevada (normalmente de 6 a 12 bar) y temperaturas de hasta 300 °C. El peróxido se descompone y forma enlaces cruzados covalentes entre cadenas de polietileno. Las líneas CV para cables EHV (voltaje extra alto) pueden tener 200 metros de largo o más para proporcionar suficiente tiempo de residencia para una reticulación completa antes del enfriamiento.
Reticulación de Silano (Monosil y Sioplas)
Un método más económico utilizado para cables de baja y media tensión. En el proceso Monosil, el injerto de silano se produce dentro de una extrusora especialmente diseñada y la reticulación se completa sumergiendo el cable terminado en agua caliente o vapor. Esto evita la necesidad de un tubo CV y es muy adecuado para volúmenes de producción más pequeños.
Reticulación por haz de electrones (EB)
Se utiliza para aislamiento de cables de pared delgada en aplicaciones automotrices, aeroespaciales y militares. Después de la extrusión, el cable pasa a través de un acelerador de electrones que bombardea el aislamiento con electrones de alta energía, provocando reticulación sin el uso de productos químicos. La reticulación EB produce cables clasificados para temperaturas de hasta 150 °C o más, lo cual es importante para aplicaciones automotrices cerca de fuentes de calor.
Aislamiento and Jacketing Materials: How They Affect Extruder Selection
La elección del material dicta directamente el tipo y la configuración de la extrusora de alambres y cables requerida. Cada polímero tiene un comportamiento de fusión diferente, ventanas de temperatura de procesamiento y sensibilidad al cizallamiento y la degradación.
PVC (Cloruro de polivinilo)
El PVC representa más del 40% del material de aislamiento y revestimiento consumido a nivel mundial en la industria de alambres y cables. Es rentable, retardante de llama en forma compuesta y fácil de procesar. Las temperaturas de procesamiento suelen oscilar entre 160 °C y 190 °C. Los compuestos de PVC están disponibles en una amplia gama de valores de dureza Shore A (desde 60 para grados flexibles hasta 95 para tipos rígidos). Los tornillos utilizados para PVC suelen ser diseños de baja compresión para evitar un calor cortante excesivo.
PE y HDPE
El polietileno ofrece excelentes propiedades dieléctricas y resistencia a la humedad, lo que lo convierte en la opción estándar para cables de telecomunicaciones y cables de distribución subterránea. Las cubiertas de HDPE son comunes en cables de media tensión y cables de fibra óptica por su combinación de rigidez y resistencia química. Las temperaturas de procesamiento del PE oscilan entre 180 °C y 230 °C, dependiendo del índice de fusión.
Compuestos LSZH
Los materiales sin halógenos y con bajo contenido de humo son obligatorios en aplicaciones como túneles, edificios públicos y embarcaciones navales donde el humo tóxico de la quema de PVC podría poner en peligro la vida. Los compuestos LSZH generalmente se basan en EVA (etileno acetato de vinilo) o mezclas de poliolefinas fuertemente cargadas con ATH o MDH (dihidróxido de magnesio) como retardantes de llama. Estas cargas hacen que los compuestos LSZH sean mucho más difíciles de procesar. , que requieren extrusoras de doble tornillo o máquinas de un solo tornillo especialmente diseñadas con tornillos de barrera y cajas de engranajes de alto par.
TPU y elastómeros especiales
El poliuretano termoplástico ofrece una excepcional resistencia a la abrasión y flexibilidad, lo que lo convierte en el material de cubierta preferido para cadenas de arrastre, cables robóticos y aplicaciones en alta mar. El TPU requiere un control preciso de la temperatura porque su ventana de procesamiento es estrecha (generalmente de 180 °C a 210 °C) y el sobrecalentamiento causa degradación hidrolítica si el material no se ha secado adecuadamente de antemano. El contenido de humedad debe estar por debajo del 0,02% antes del procesamiento.
Control de Calidad en Extrusión de Alambres y Cables
El control de calidad en la producción de alambres y cables no es opcional: lo exigen normas internacionales y está directamente relacionado con la seguridad. Un cable con un aislamiento de tamaño insuficiente puede fallar catastróficamente en servicio, provocando incendios eléctricos o muertes.
Sistemas de medición en línea
Las líneas de extrusión modernas están equipadas con medidores de diámetro en línea que utilizan tecnología láser o de rayos X. Los medidores láser miden el diámetro exterior en dos o tres ejes simultáneamente y envían los datos a los controles de velocidad de la línea y de salida del extrusor. Los requisitos de tolerancia para muchos tipos de cables son ±0,05 mm o más estrictos. , que requiere un control de circuito cerrado en tiempo real en lugar de una medición manual periódica.
Los medidores de espesor de paredes por rayos X van más allá al medir el espesor de la pared de aislamiento en cuatro o más planos simultáneamente, detectando excentricidad, una condición en la que el conductor está descentrado dentro del aislamiento. La excentricidad más allá de los límites especificados puede provocar una ruptura dieléctrica a alto voltaje.
Prueba de chispa
Cada conductor aislado pasa por un probador de chispa (también llamado detector de vacaciones) en la línea de producción. Un electrodo de alto voltaje rodea el cable y aplica un voltaje de prueba de CC o CA. Los poros, los huecos o la contaminación que rompe el aislamiento provocan una descarga de chispas, lo que activa un contador y, en ocasiones, detiene la línea. Los voltajes de prueba de chispa generalmente varían desde 1 kV para cables de bajo voltaje hasta 25 kV o más para aislamiento de cables de medio voltaje. , de acuerdo con estándares como IEC 60885-2.
Director de orquesta Resistance and Insulation Resistance Testing
Las pruebas fuera de línea incluyen mediciones de resistencia de CC del conductor (para verificar la sección transversal y la pureza del material según IEC 60228) y pruebas de resistencia de aislamiento utilizando un megaóhmetro. Un buen cable aislado con PVC debe mostrar valores de resistencia de aislamiento de cientos de megaohmios por kilómetro a temperatura ambiente.
Estándares y certificaciones de alambres y cables
La industria de alambres y cables se rige por un marco integral de estándares nacionales e internacionales. El cumplimiento es obligatorio para acceder al mercado en la mayoría de los países y es verificado por laboratorios de pruebas de terceros.
- Normas IEC (Comisión Electrotécnica Internacional): IEC 60228 cubre las especificaciones de los conductores; IEC 60502 cubre cables de alimentación de hasta 30 kV; IEC 60332 cubre las pruebas de propagación de llamas.
- Estándares UL (Underwriters Laboratories, EE. UU.): UL 44 cubre alambres y cables con aislamiento termoestable; UL 83 cubre cables aislados con termoplástico; UL 1581 es el estándar de referencia para alambres y cables eléctricos.
- RoHS y ALCANCE: Regulaciones ambientales que restringen sustancias peligrosas, incluidos los estabilizadores de plomo en el PVC, un desafío de cumplimiento que ha impulsado la reformulación de muchos compuestos de alambre en Europa y cada vez más en Asia.
- CPR (Reglamento de Productos de Construcción, UE): Desde 2017, los cables utilizados en la construcción en la UE deben llevar el marcado CE y estar clasificados según su comportamiento de reacción al fuego (clases Aca a Fca).
- Estándares automotrices: ISO 6722 y LV 216 rigen los cables automotrices utilizados en sistemas de 12 V y 48 V; para el cableado de alto voltaje de vehículos eléctricos, se hace cada vez más referencia a ISO 19642 y USCAR-2.
Los fabricantes deben documentar que su proceso de extrusión, formulación de materiales y producto final cumplen con el estándar aplicable. Esto requiere registros de proceso detallados, cables de muestra retenidos y auditorías periódicas de terceros.
Impulsores del crecimiento: dónde se está expandiendo la demanda de alambres y cables
Varias tendencias globales importantes están creando una demanda sostenida y acelerada de productos de alambres y cables y, en consecuencia, de extrusoras de alambres y cables de alto rendimiento capaces de producir los tipos de productos requeridos a costos competitivos.
Arneses de cableado para vehículos eléctricos
Un vehículo con motor de combustión interna convencional contiene aproximadamente de 1,5 a 2 kilómetros de cable en su mazo de cables. Un vehículo eléctrico con batería completa, con su distribución de energía de alto voltaje, sistema de gestión de batería e infraestructura de carga adicionales, puede requerir 3 a 4 kilómetros de cable por vehículo . Dado que se prevé que las ventas mundiales de vehículos eléctricos alcancen los 30 millones de unidades por año para 2030, esto representa una demanda masiva y creciente de alambre para automóviles y las extrusoras que lo producen.
Infraestructura de energías renovables
Los parques eólicos marinos requieren cables submarinos de gran diámetro para conectar las turbinas entre sí y con la costa. Un solo proyecto eólico marino puede requerir cientos de kilómetros de cables entre conjuntos de 33 kV y un cable de exportación de alto voltaje que puede extenderse 100 kilómetros o más hasta un punto de conexión a la red terrestre. Los materiales y procesos involucrados, en particular la coextrusión triple de sistemas de aislamiento XLPE, exigen las configuraciones de extrusora de cables y alambres más sofisticadas disponibles.
Centro de datos y expansión de la red 5G
El crecimiento explosivo de la computación en la nube y la infraestructura de inteligencia artificial está impulsando una demanda sin precedentes de cables de señal y alimentación para centros de datos. Mientras tanto, el despliegue de la red 5G requiere enormes cantidades de cable de fibra óptica y cable coaxial para las conexiones de estaciones base. Ambos productos requieren una extrusión precisa de aislamiento de paredes delgadas a altas velocidades de línea.
Modernización y electrificación de la red
Los gobiernos de todo el mundo están invirtiendo fuertemente en mejorar la antigua infraestructura de transmisión y distribución eléctrica. Sólo Estados Unidos ha identificado más de 65 mil millones de dólares en necesidades de inversión en redes bajo la reciente legislación de infraestructura. Gran parte de esta inversión fluye directamente hacia cables subterráneos de distribución de media tensión y cables de transmisión de alta tensión, todos producidos en líneas de extrusión de alambres y cables.
Elegir el extrusor de cables y alambres adecuado: consideraciones prácticas
Seleccionar una extrusora de alambres y cables es una importante inversión de capital: las máquinas de fabricantes acreditados varían desde $100,000 para una configuración básica de un solo tornillo hasta varios millones de dólares para una línea completa de extrusión de cables de alto voltaje. La decisión debe tener en cuenta los requisitos actuales del producto, los cambios previstos en la combinación de productos y el soporte de servicio a largo plazo.
Haga coincidir el extrusor con su material
No se puede configurar de forma óptima una sola extrusora para compuestos de PVC y LSZH sin cambiar los tornillos. Si su producción involucra múltiples materiales, planifique líneas dedicadas o invierta en sistemas de cilindro y tornillo de cambio rápido. Muchos fabricantes ofrecen cabezales de extrusión modulares y múltiples configuraciones de tornillos para brindar flexibilidad sin duplicación de línea completa.
Considere la integración de la automatización y la Industria 4.0
Las extrusoras de alambres y cables modernas vienen cada vez más con conectividad OPC-UA, lo que permite el intercambio de datos en tiempo real con MES (sistemas de ejecución de fabricación) y plataformas de gestión de calidad. El control automatizado de circuito cerrado basado en datos de medición en línea reduce las tasas de desechos y la dependencia de las habilidades del operador. Algunos fabricantes informan reducciones de chatarra de 30–50% después de implementar el control de diámetro de circuito cerrado en comparación con el ajuste manual.
Evaluar el soporte posventa y la disponibilidad de repuestos
Una extrusora a la que no se le puede dar servicio rápidamente cuando un tornillo o un cilindro se desgasta es un problema de producción. Los componentes de desgaste (tornillos, cilindros, puntas de cruceta y matrices) son consumibles en la extrusión de alambre, particularmente cuando se utilizan compuestos rellenos abrasivos. Confirme que el fabricante o un distribuidor regional tenga en existencia estas piezas y tenga en cuenta los tiempos de entrega en el cálculo del costo total de propiedad.
líder fabricantes de extrusoras de alambres y cables incluyen Maillefer (parte de Nextrom), Troester, Rosendahl Nextrom, Davis-Standard y varios fabricantes chinos como Taiyuan Heavy Industry y Dalian Rubber & Plastics Machinery. Cada uno ofrece diferentes equilibrios de nivel de tecnología, precio y capacidad de servicio regional.