Correo electrónico*: alice@gemwellgd.com
Correo electrónico*: alice@gemwellgd.com Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Dirección: No. 8, Calle Yuefeng, Zona de Alta Tecnología, Dongtai, Jiangsu, China. | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. Español
Español  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
¿Qué es una máquina extrusora en la producción de alambres y cables?
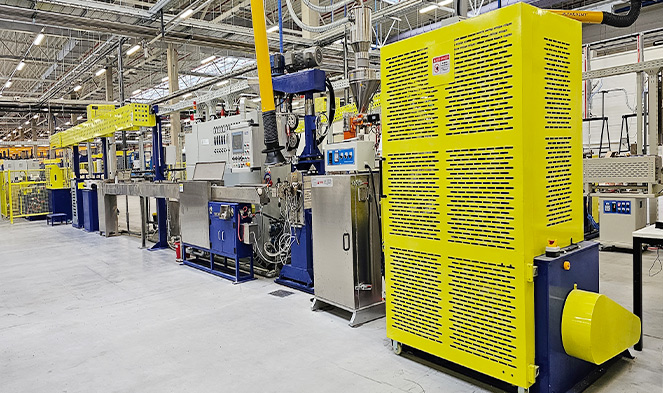
Una máquina extrusora, específicamente una extrusora de alambres y cables — es la pieza central del equipo que se utiliza para aplicar una capa continua de material aislante o de revestimiento sobre un conductor metálico. En términos prácticos, esto significa fundir un compuesto termoplástico como PVC, XLPE o LSZH dentro de un barril calentado y luego forzar el material fundido a través de una cruceta que lo envuelve uniformemente alrededor de un alambre de cobre o aluminio en movimiento. El resultado es un conductor aislado producido en una sola pasada ininterrumpida a velocidades que pueden superar los 1200 metros por minuto en líneas de cable de datos de calibre fino.
La máquina extrusora es la columna vertebral de todas las fábricas de alambres y cables del mundo. Sin él, los conductores de cobre o aluminio en bruto no se pueden aislar y no se puede fabricar ningún cable terminado, ya sea un cable de alimentación, un cable Ethernet Cat 6A o una línea submarina de alto voltaje. Cada extrusora de alambres y cables realiza la misma tarea fundamental: convertir gránulos o polvo de plástico sólido en un flujo fundido controlado con precisión y luego depositar ese flujo en un conductor con un espesor de pared, concentricidad y calidad de superficie consistentes.
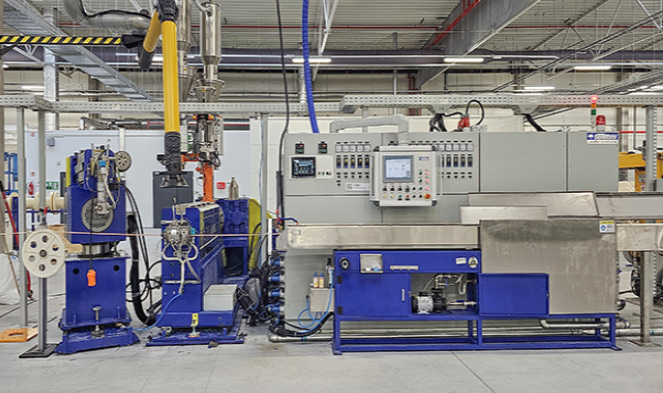
La distinción fundamental entre una extrusora de alambres y cables y una máquina extrusora de plásticos genérica es el conjunto de matriz de cruceta. Mientras que una extrusora de perfil estándar empuja el material directamente a través de una matriz fija, una extrusora de alambre y cable redirige la masa fundida 90 grados (o en línea en algunas configuraciones) para rodear un conductor en movimiento. Este diseño de cruceta es lo que hace posible el aislamiento de cables a velocidades de producción y lo que hace que la ingeniería de una extrusora de alambres y cables sea más compleja y más especializada que cualquier otra categoría de máquina de plásticos.
como un Extrusora de alambres y cables Obras: El proceso completo
Comprender cómo funciona una máquina extrusora de principio a fin es esencial para cualquiera que evalúe, compre o mantenga una línea de extrusión de alambres y cables. El proceso es continuo (a diferencia del moldeo por inyección, una extrusora que funciona correctamente nunca se detiene a mitad de la producción) y cada subsistema alimenta directamente al siguiente.
Devanado y alimentación del conductor
El conductor desnudo de cobre o aluminio se desenrolla de un carrete en la unidad de desenrollado, pasa a través de un enderezador para retirar el conjunto de bobinas y, opcionalmente, a través de un precalentador que calienta la superficie del conductor a 60-120 °C. El precalentamiento mejora la adhesión entre el aislamiento y el conductor, lo cual es particularmente importante para el cable de alimentación XLPE donde el compuesto debe unirse a la superficie metálica.
Alimentación y Plastificación en el Barril
Los pellets o el polvo caen desde la tolva hacia la garganta de alimentación en la parte trasera del cilindro del extrusor. El tornillo giratorio transporta el material hacia adelante a través de zonas del cilindro cada vez más calientes; para el PVC estándar, estas oscilan entre 150 °C en la zona de alimentación y 180 °C cerca de la matriz. La geometría del tornillo determina hasta qué punto se funde y homogeneiza el compuesto. Para PVC, lo estándar es un tornillo con una relación L/D de 20:1 a 25:1 y una relación de compresión cercana a 3:1. XLPE para cables de media tensión requiere un tornillo L/D más largo de 30:1 para evitar una reticulación prematura en el cilindro.
Troquel de cruceta: aplicación de aislamiento al conductor
El compuesto fundido sale del cañón y entra en la cruceta, donde se redirige alrededor del conductor entrante. Un torpedo o deflector dentro de la cruceta divide el flujo de fusión y lo hace converger uniformemente alrededor del alambre. Existen dos enfoques de herramientas: herramientas de presión , donde la masa fundida hace contacto con el conductor dentro del troquel bajo presión (utilizado para aplicaciones de aislamiento que requieren adhesión, como el cable de alimentación XLPE), y herramientas para tubos , donde la masa fundida sale como un tubo que desciende hacia el conductor después de la matriz (común en cubiertas holgadas en cables multipolares).
Enfriamiento, medición y recogida
El conductor recién aislado entra en una cubeta de refrigeración por agua. Un conductor de PVC de pared de 1 mm que funciona a 200 m/min normalmente requiere de 20 a 30 metros de enfriamiento activo para solidificarse completamente sin variación dimensional. Los medidores de diámetro láser, los probadores de chispas (de 1 kV a 15 kV según la clase de aislamiento) y los monitores de capacitancia funcionan continuamente en línea. Una unidad de arrastre del cabrestante controla la velocidad de la línea con una precisión de velocidad de ±0,1% antes de que el cable terminado se enrolle en un carrete receptor.